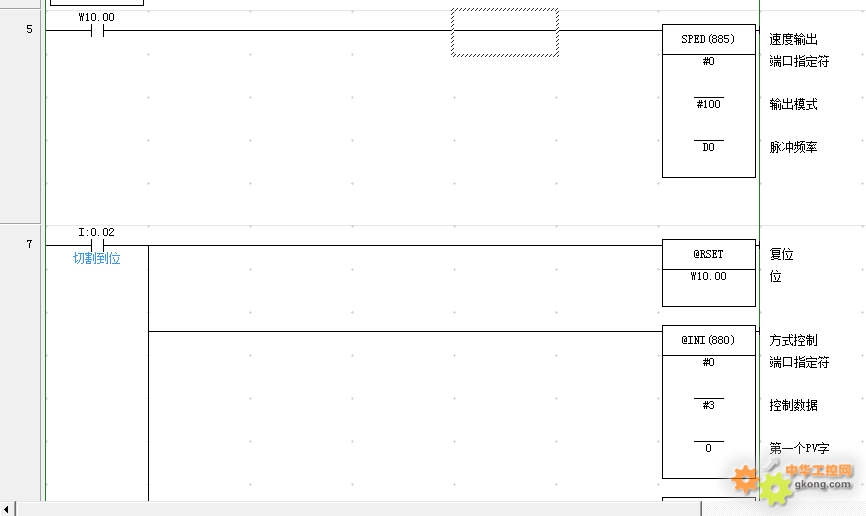
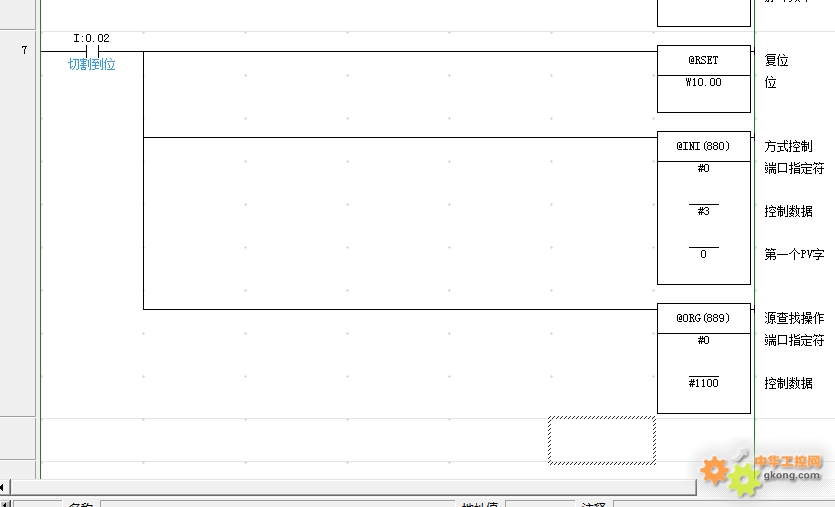
利用PRV指令得出编码器的脉冲频率D0,D0作为SPED的脉冲输出频率。到达设定的切割尺寸的时候自动速度跟踪然后进行切割。切割完成到达限位0.02的时候使用INI指令使速度跟踪立即停止后回原点。等待下一次启动速度跟踪进行切割。我现在遇到的问题是在切割完成到达限位0.02的时候伺服不能立即停止,要往前冲一下才能停下来然后才能回原点。不是使用INI指令能使伺服立即停止下来吗 怎么还会有过冲 是PLC程序的问题还是伺服设置的问题 请有经验的师傅指导一下
16-02-22 20:46