4个压紧工位.
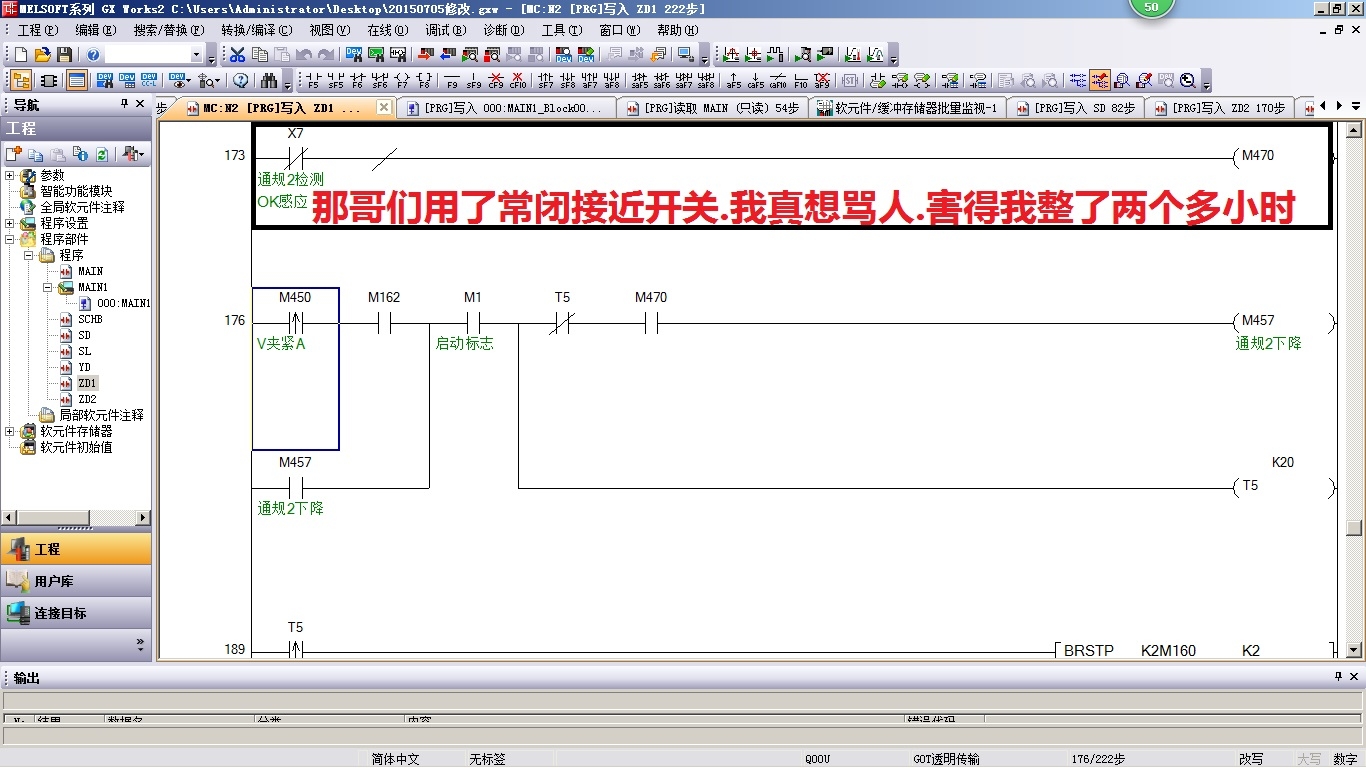
1.(产品合格)产品到通规检测1时,通规气缸动作.接近开关信号为1时,检测OK.工位2辊光不动作,工位3通规2,不检测.止规下降检测.接近开关信号0.产品合格.分入合格料槽.信号为1时产品分入止规不合格品料槽.
2.(产品不合格)产品到通规检测1时,通规气缸动作.接近开关信号为0时,通规检测NG.给工位2辊光加工.再到工位3,通规检测.接近开关信号为1时产品合格.机械手移至4号工位止规检测.信号为0时OK .为1时分入止规不合格品.若止规信号为0时分入OK品.
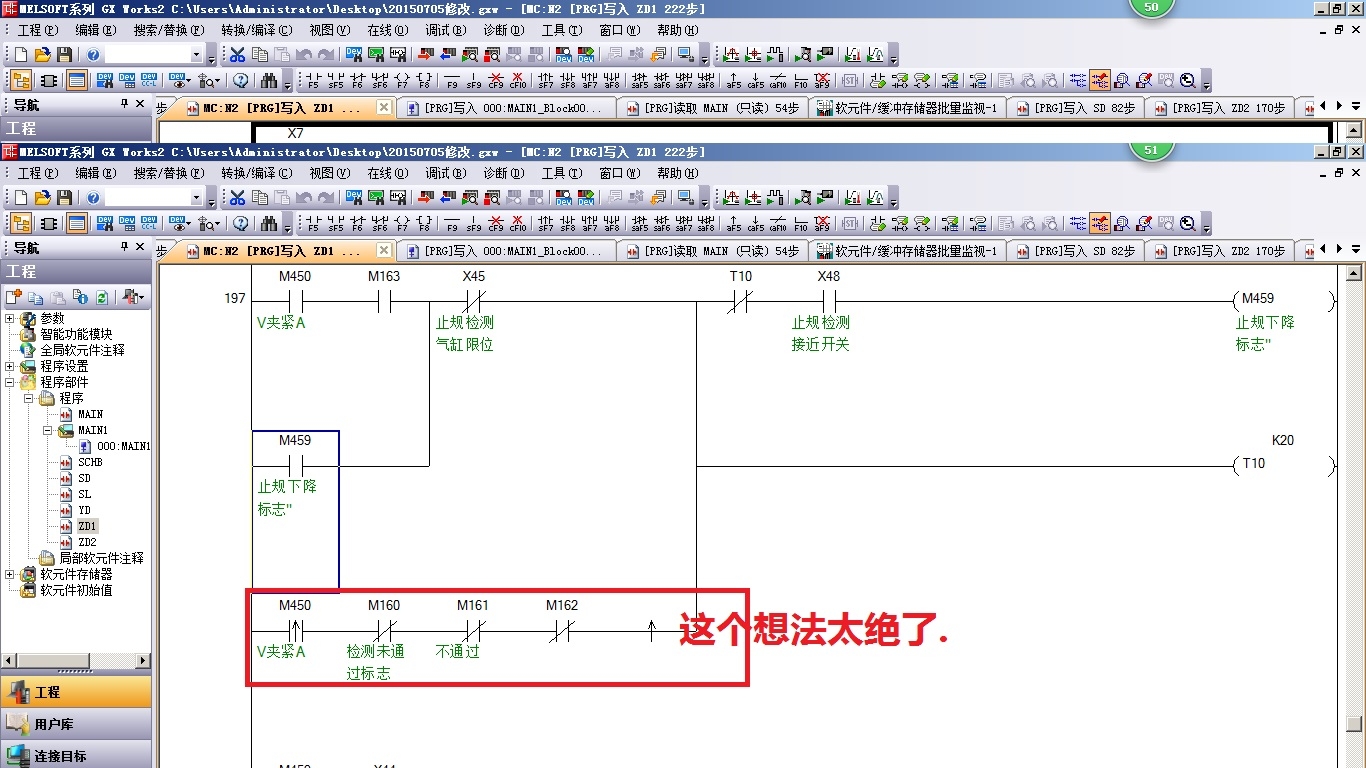
这些判断程序希望坛里的大师们给点思路.不胜感激!

最后修改:2015/7/6 1:28:02