焊接单元可视化系统的主要构成如下:
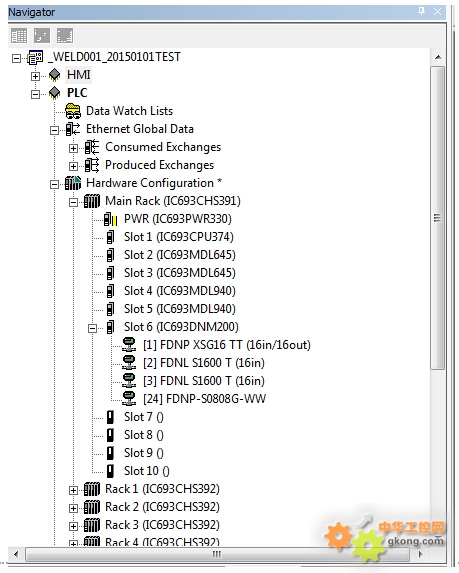
1. PLC 控制单元,选用GE IP的90-30 IC693CPU374, CPU 自带两个100M网口,集成EGD协议。其硬件配置如下:
2. 机器人和焊接机系统
机器人: FANUC M10iA + R-30iA; 焊机:LINCOLN POWERWAVE i400 + AutoDrive? 4R220 送丝机; FANUC机器人和LINCOLN焊机通讯为ARC LINK 协议;FANUC机器人和GE PLC通讯为Ethernet EGD 协议。所有通迅通过网线连接到Phoenix Contact 8 口交换机上。
3. Indusoft Web Studio V7.1 SCADA 软件和相关硬件组成的可视化监控系统。
软件:Indusoft Web Studio V7.1 SP2 + 1500点运行版和1500点开发版(原先用于体验活动的Site No. 和 Site Code 按照说明注册有问题, Site No. 在得到Site Code后会变掉,无法注册)。
硬件: Advantech ARK-1550 IPC, SAMSUNG UA40HU5920J 40寸液晶电视, HDMI线,无线键盘鼠标等。
整个系统构架如下图:

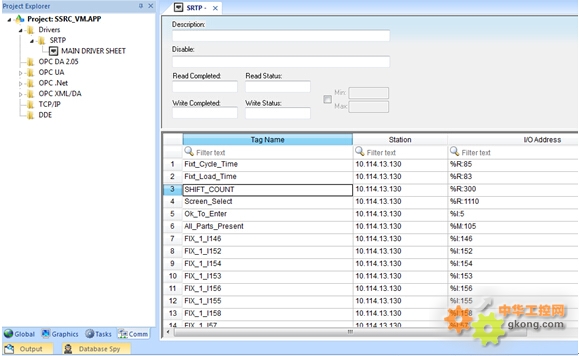
IWS V7.1的驱动连接换面如下:
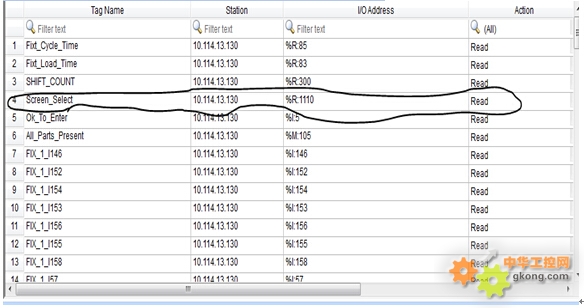
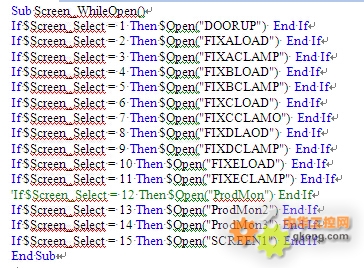
如果数据一致需要处理,而不是在打开哪个画面是才处理,可以在Project Explorer里面的Graphics 中的 Graphics Scripts 添加脚本,本例里面的处理语句如下:

1. 焊接单元完成焊接后将卷门打开时画面.