摘要
随着包装技术的不断发展,对瓦楞纸箱的外观要求也越来越高,比如精美的印刷图案、整齐漂亮的钉线封箱等等。因此全自动/半自动钉箱机也更多的在纸箱厂应用起来。与手动钉箱机相比,全自动/半自动钉箱机不仅生产效率高,而且钉箱钉距均匀、美观。半自动钉箱机是由人工进行纸板折叠和送进的。半自动钉箱机一般为卧式结构,分为单片式和双片式钉箱机两种类型。
大家都知道纸箱是个易耗品,因此对于纸箱工厂来说,最大限度提高生产效率是他们占据市场较大份额的一个有力保障。而传统的手动钉箱机存在着对操作人员的要求较高(钉距打的漂亮需要很长时间的练习、熟悉才能办到),速度较慢,效率低。而半自动钉箱机很好的弥补了这些缺点,操作简单,普通的员工只要培训半天,让他们知道如何调整钉距,他们就能完胜手动钉箱机的师傅,钉距由伺服控制,准确又美观,效率也高出一截,操作人员还很轻松,占地面积也小,因此半自动钉箱机很受纸箱工厂的喜爱。
一、应用简介
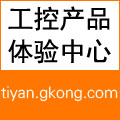
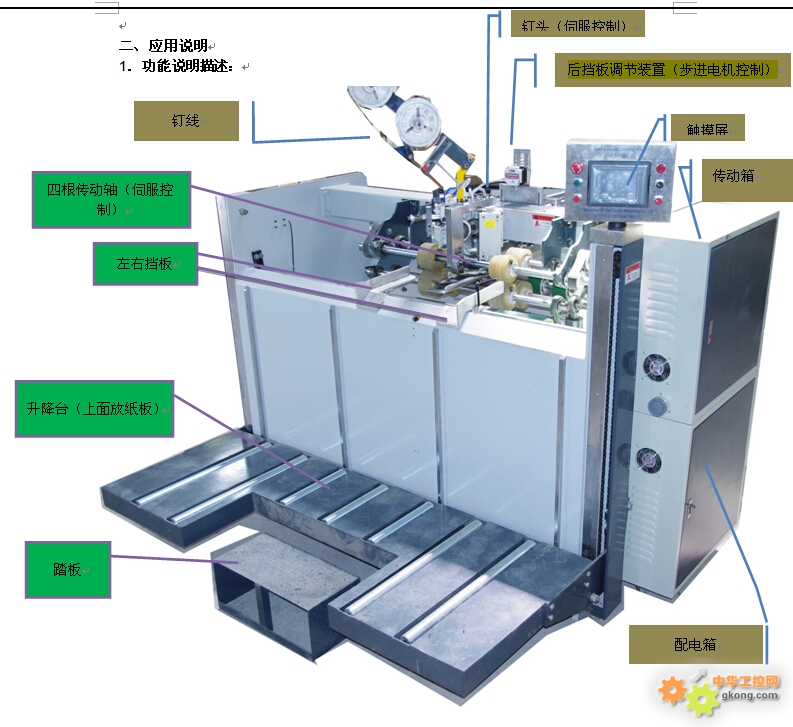
半自动钉箱机核心由上下四根传动胶轮(伺服控制),打钉钉头(伺服控制)及送纸胶轮、后挡板调节装置(步进电机控制)、左右挡板、传动机构等组成。送纸轮调整间隙用电动调整装置,适合各种类型不同厚度纸板。钉头复合式传动设计,结合齿轮箱式及链条式传动的优点易于维修、保养,故障率低高效传动。人工将开好槽压过痕的瓦楞纸板,顺着两边的压痕折好,放入左右挡板内,推动纸板,当纸板进入传动胶轮后,在胶轮的带动下,纸板碰到后挡板,送纸胶轮停,打钉钉头启动开始打钉,打完一颗钉后,再启动传动胶轮,送纸距离触摸屏上设定,达到送纸长度,传动胶轮再次停止,等待再次打钉,依次循环。一张纸板想打几颗钉就在触屏上设计几颗。一张纸板完成打钉个数后,在送纸胶轮的带动下,送到送纸打包计数平台。整个过程工作人员只需将纸张折叠放入左右挡板,推到四根传动胶轮里就行了。因此对操作人员的要求是非常低的。传动胶轮及打钉钉头都是伺服单独控制的,完全可以高速送纸打钉,打钉速度最高能达到 300颗钉/min。效率远高于手动钉箱机。
正是由于半自动的高效性能,能为客户带来巨大的利润,才有现在的广泛应用型,可以预见不久的将来,手动钉箱机将完全由半自动钉箱机取代。
深圳为克达进出口有限公司经过20多年的发展,集深圳为克达机械有限公司、深圳力思达机械设备有限公司、为克达玻利维亚分公司等子公司。公司依托为克达进出口有限公司能更清楚的洞悉客户的需求与掌握更多客户资源。
为克达机械公司成立以来就以,凭借着多年外贸出口积攒的客户资源及经验,形成了一套完善的研发、调试维护、售后团队。在纸箱行业原有的基础上进行了很多改进与创新。很好的解决了客户的难题,受到了东南亚、中亚、中东、非洲、欧洲、南美洲等客户的一致好评。
二、应用说明
1.功能说明描述:
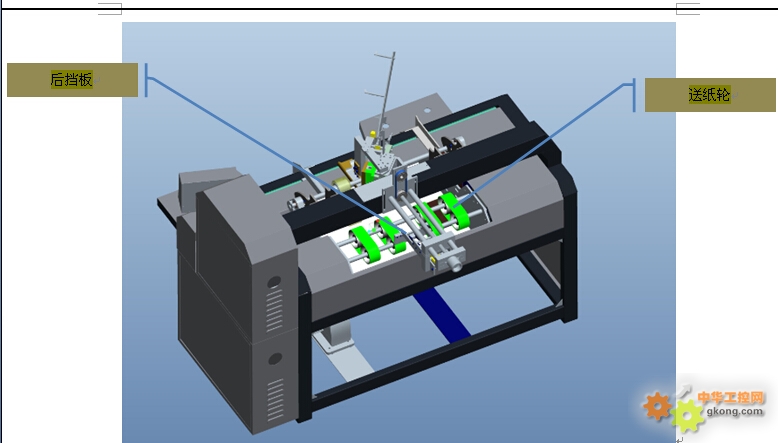
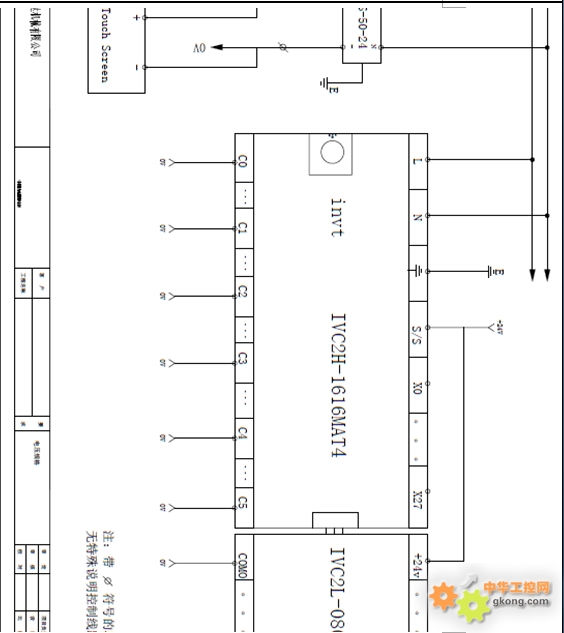
配电箱主要元器件: PLC 由英威腾提供的IIVC2H-1616MAT4+IVC2L-0808ENT
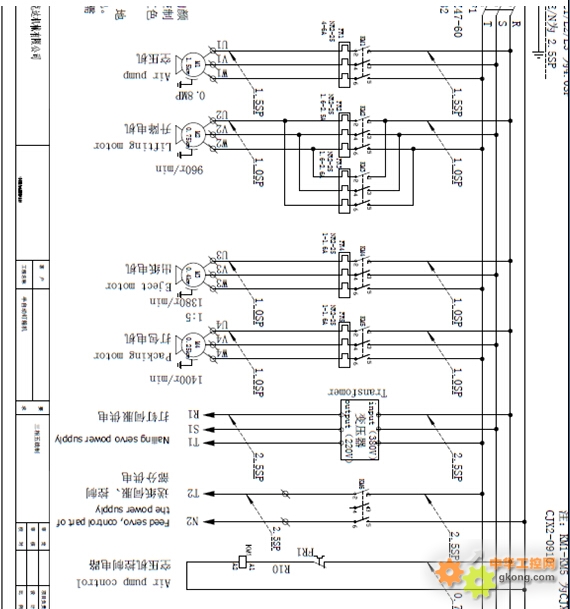
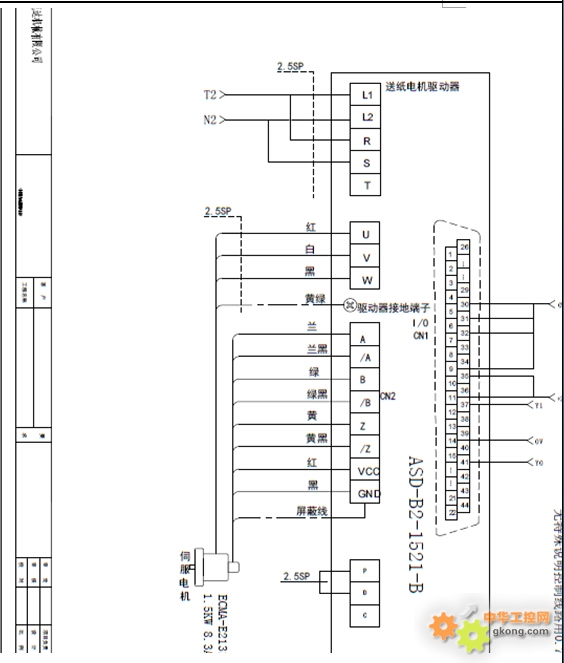
伺服驱动电机2.2KW,1.5KW 各一套
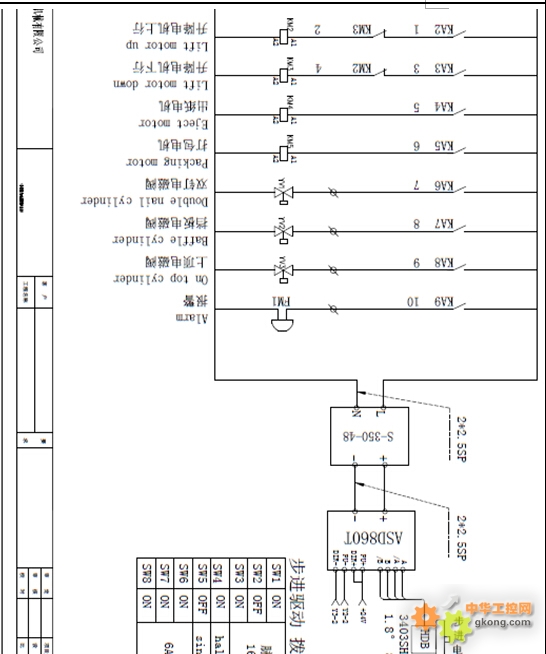
步进驱动一套
步进驱动电源
开关电源
传动箱:2.2KW、1.5KW 伺服电机各一台,两电机的传动比都为5:1
传动箱内部结构

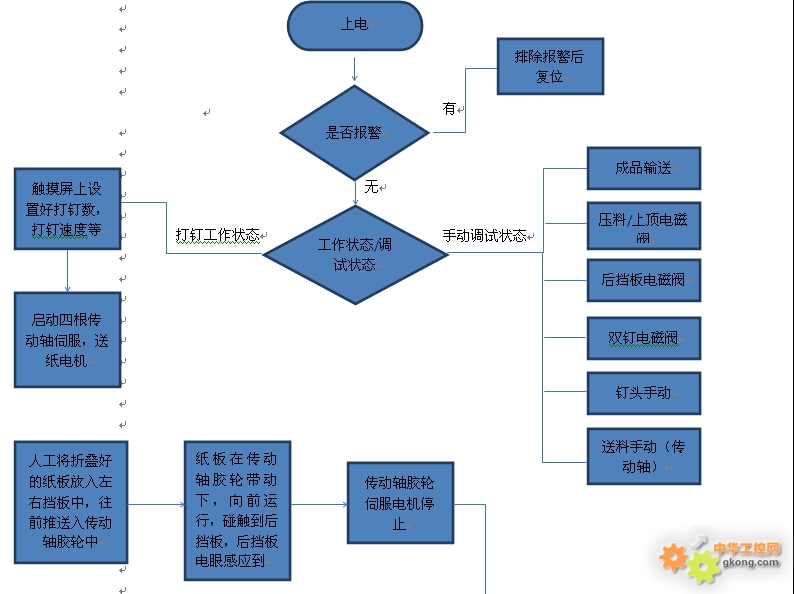
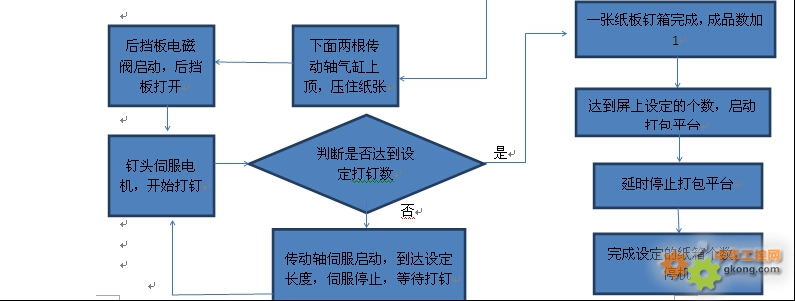
2. 工艺流程:
[CENTER]
三、设计与实现
1.主要硬件

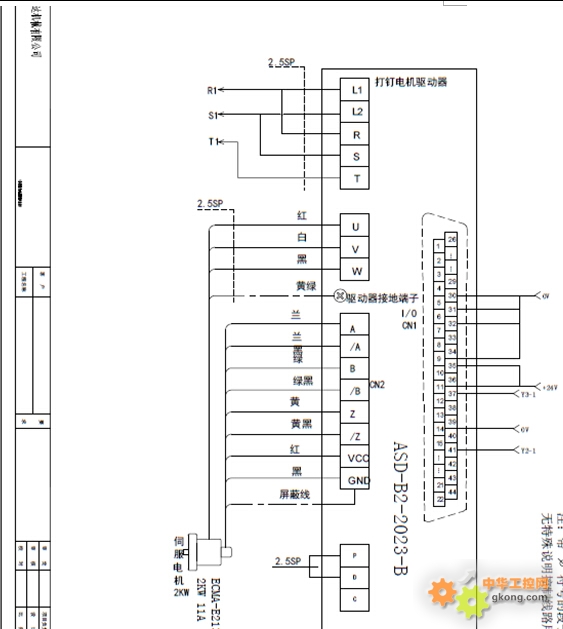
2、主电路图
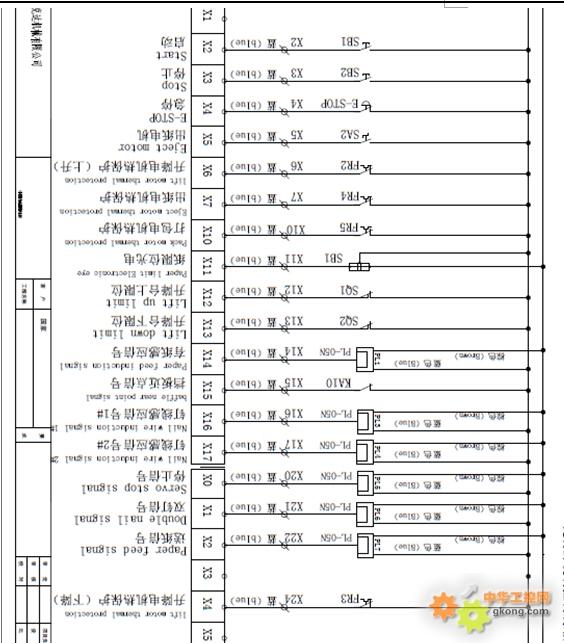
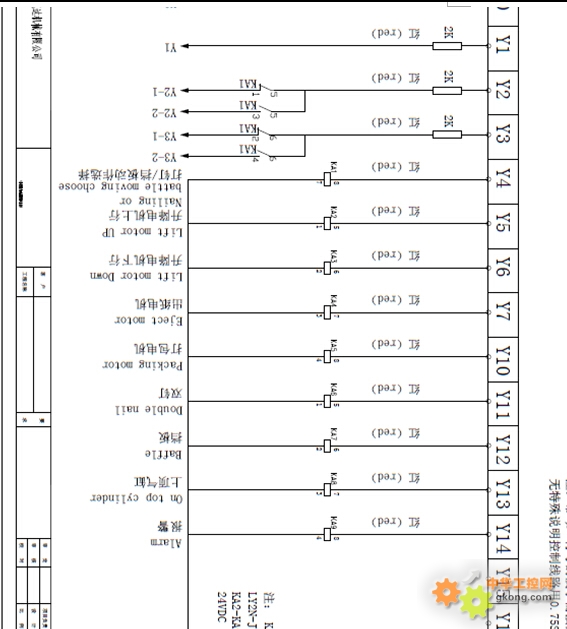
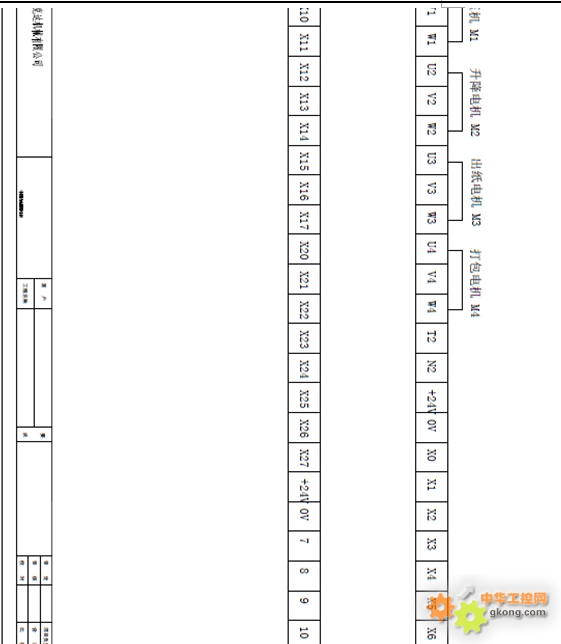
3、控制电路图及外接端子
[CENTER]
4、触摸屏画面
初始画面

选择画面

打包数量设置、料架手动控制
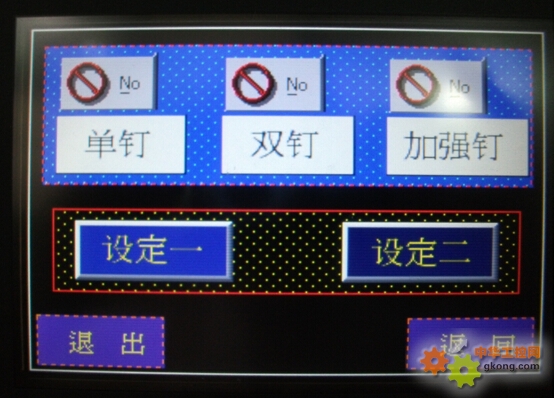
单/双/加强钉选择画面
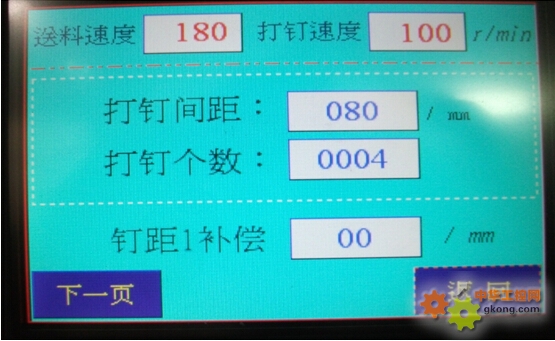
送料速度(四根胶轮速度)、打钉速度、打钉个数及间距设置
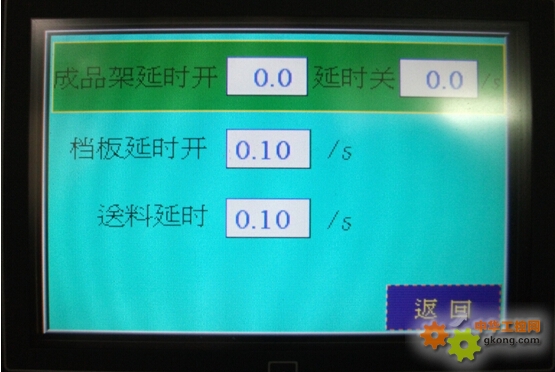
成品架、挡板、送料延时时间设定

后档板当前位置调节(步进控制)
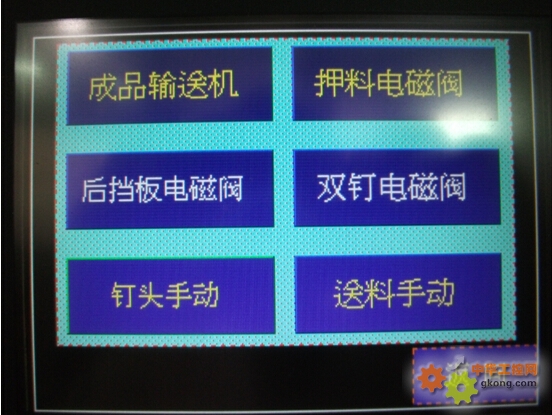
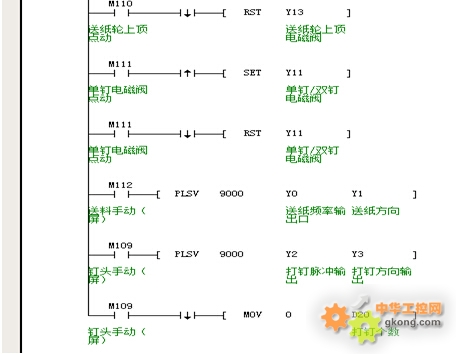
手动调试(点动)画面
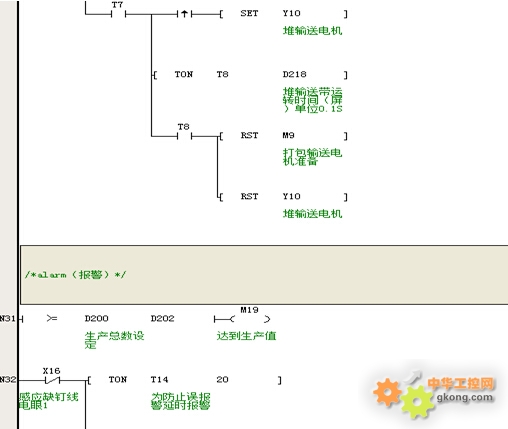
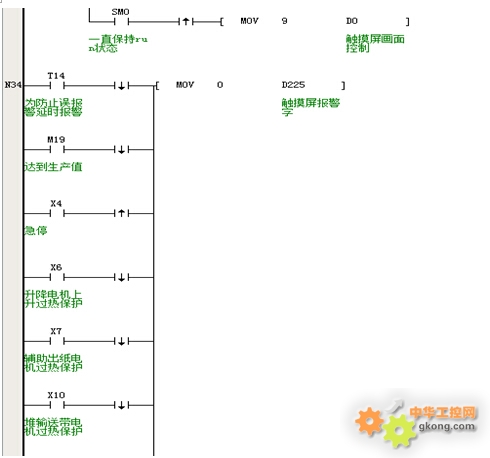
报警画面
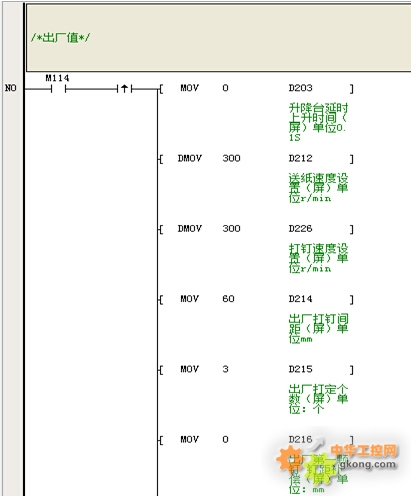
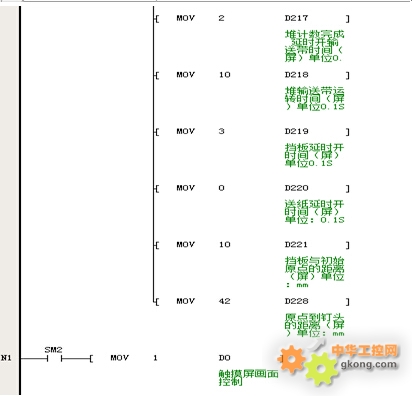
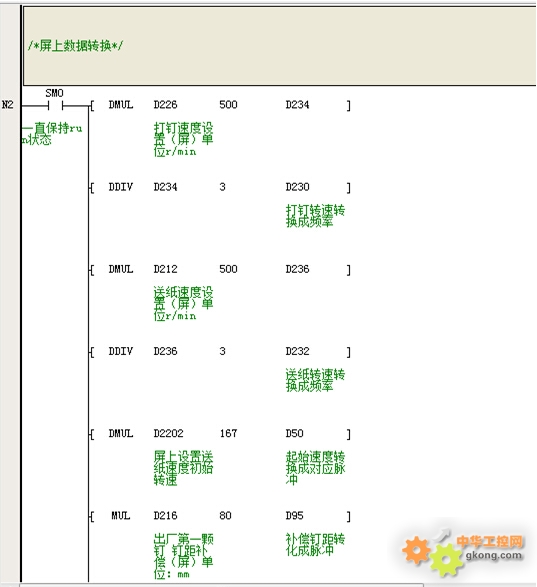
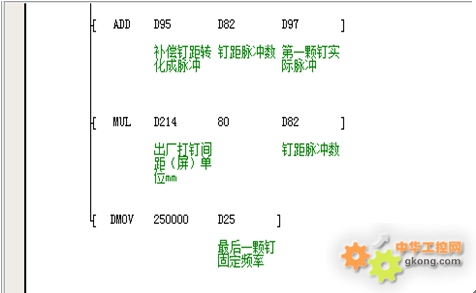
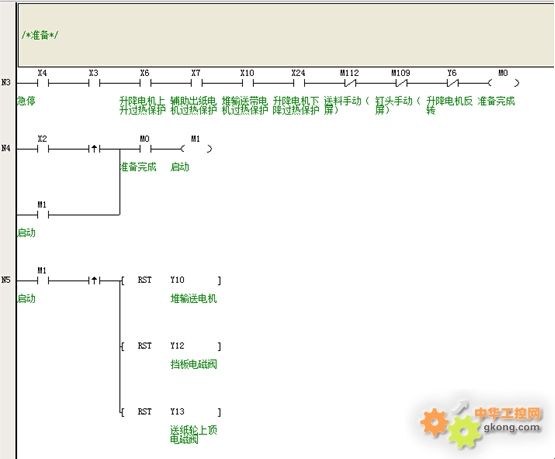
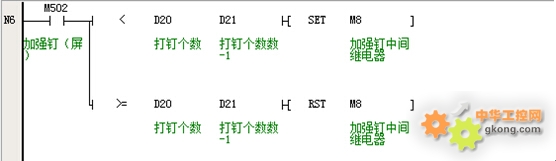
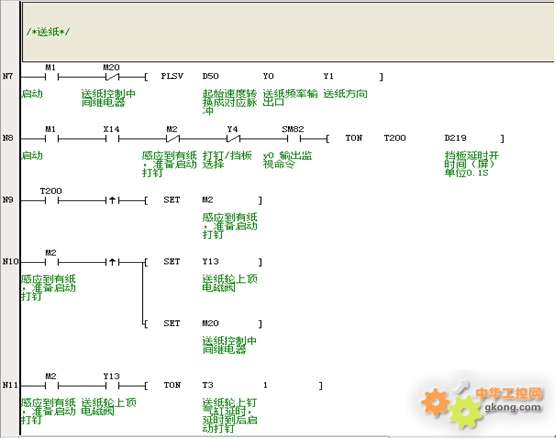
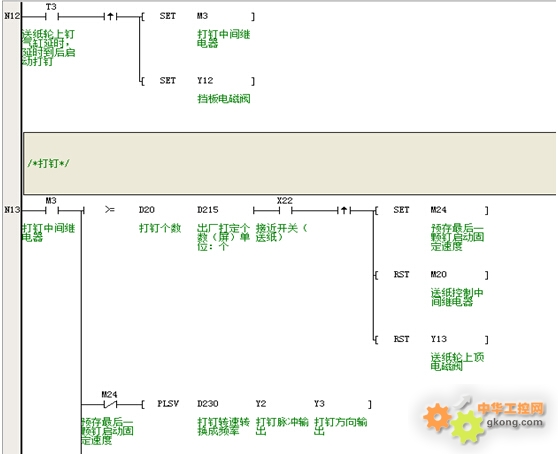
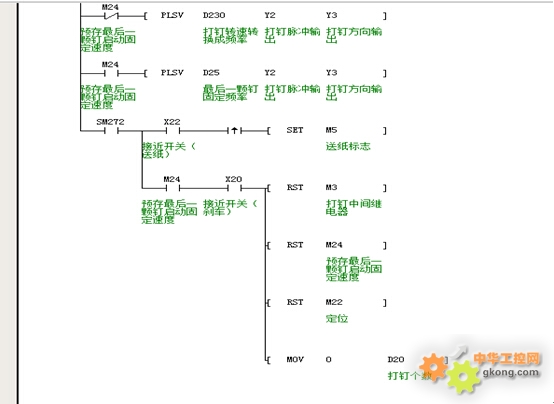
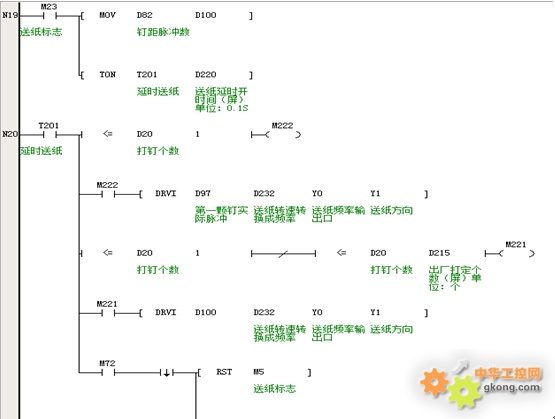
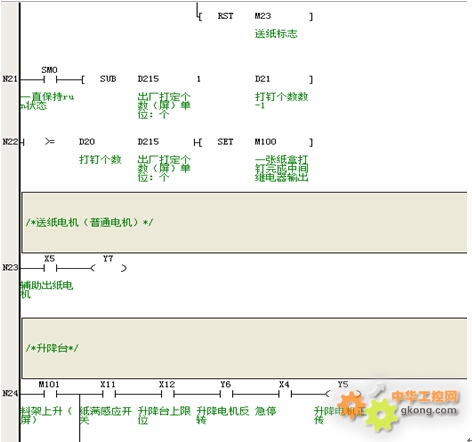
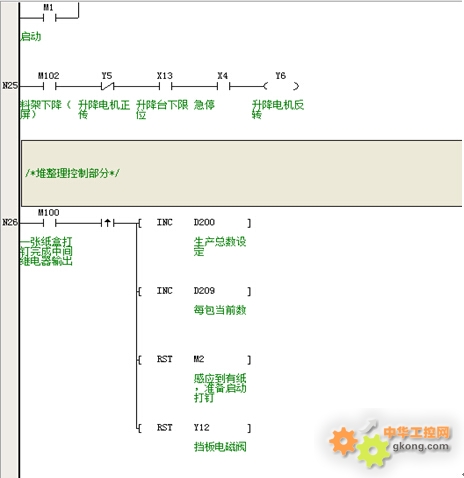
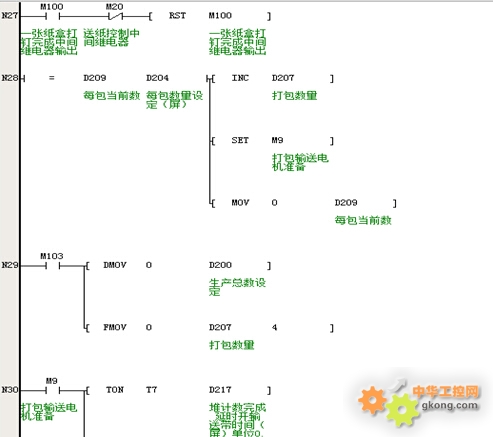
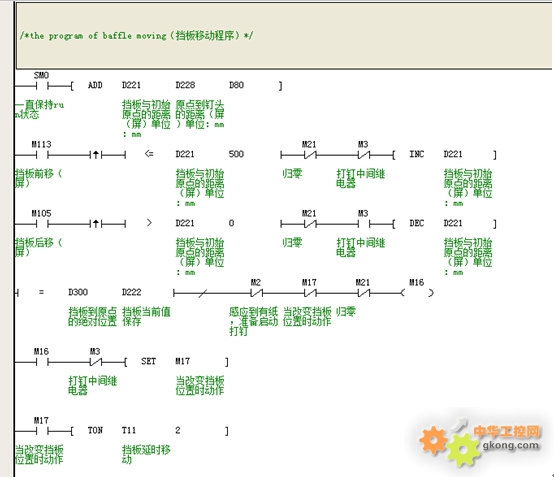
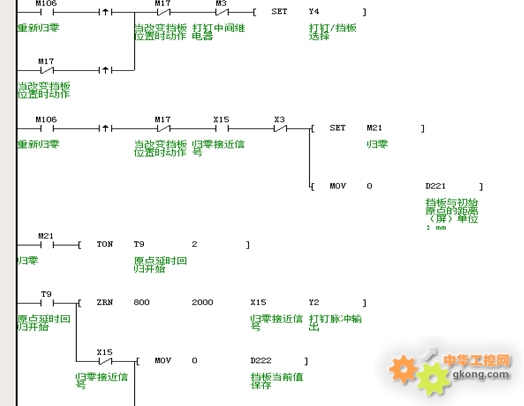
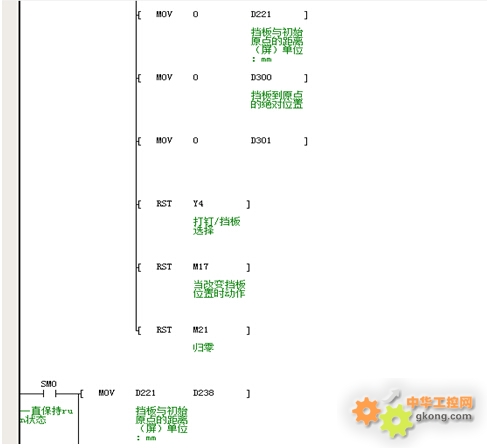
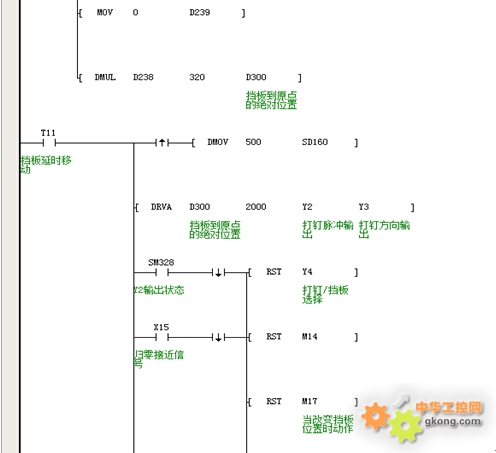
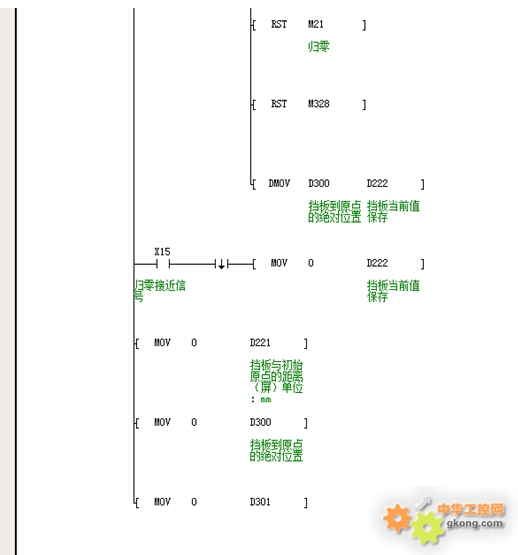
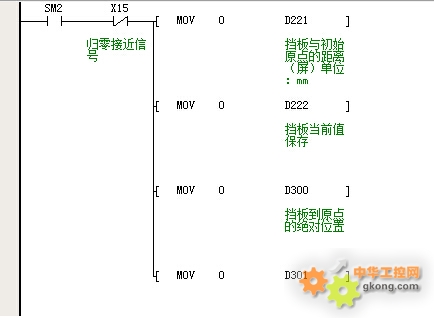
5 程序:
[CENTER]




四应用体会
1、 以前只知道英威腾的变频器不错,这次体验也是我第一次听说和使用英威腾plc。拿到plc时也细细的把玩了一会儿。外形与主流的plc比算的上中规中矩,外壳材质也还不错.。电池插槽设计的不错,更换电池容易。
2、 编程软件Auto station界面挺简洁明了,工具栏指令树很不错,对于初次使用方便指令的查看调用,也易于初次学习者对指令有个初步的了解与掌握。工程管理器布局合理,方便修改调用修改系统参数。界面有点类似西门子软件界面,编程指令类似于三菱、台达的,软件易于上手。但是软件缺少程序离线拟功能,这样在联机前不能通过离线模拟检查出编程时犯的逻辑错误。自带的特殊寄存器,辅助继电器没有自带注释,这样看程序时容易把他们当普通寄存器看待。软件的快捷键易于记住但是不易于调取。快捷键应该越简单方便才好。软件整体还不错,可能是第一个版本原有,有些功能、细节的方有待改进。
3、 手册资料等还有待完善与提高,个人认为有些注解不够清楚。资料还是相对少了一点。虽然有时候遇到一些小问题,但在英威腾技术群及工控网站上提出后,都得到了及时解决。相信英威腾后续会更加完善这块。
4、 总的来说:对于我使用的这款英威腾 IVC2H 系类plc,功能还是很强大,支持4路高速脉冲输出、3个串行通讯空等,性价比很高。稳定性不错。在使用过程中也很顺心,在调试运行中都很顺畅,完全能满足钉箱机的性能要求。英威腾在变频器这快做了这么多年了,质量也很不错,相信在plc这块也会也会取得骄人的成绩。
最后修改:2015/5/6 12:01:16