登录
首页
PLC论坛
三菱Mitsubishi
回帖
发帖
正文
主题:这个报警程序怎么写才好?如图
点击:1388 回复:15
楼主
编辑
引用
管理
mandriva
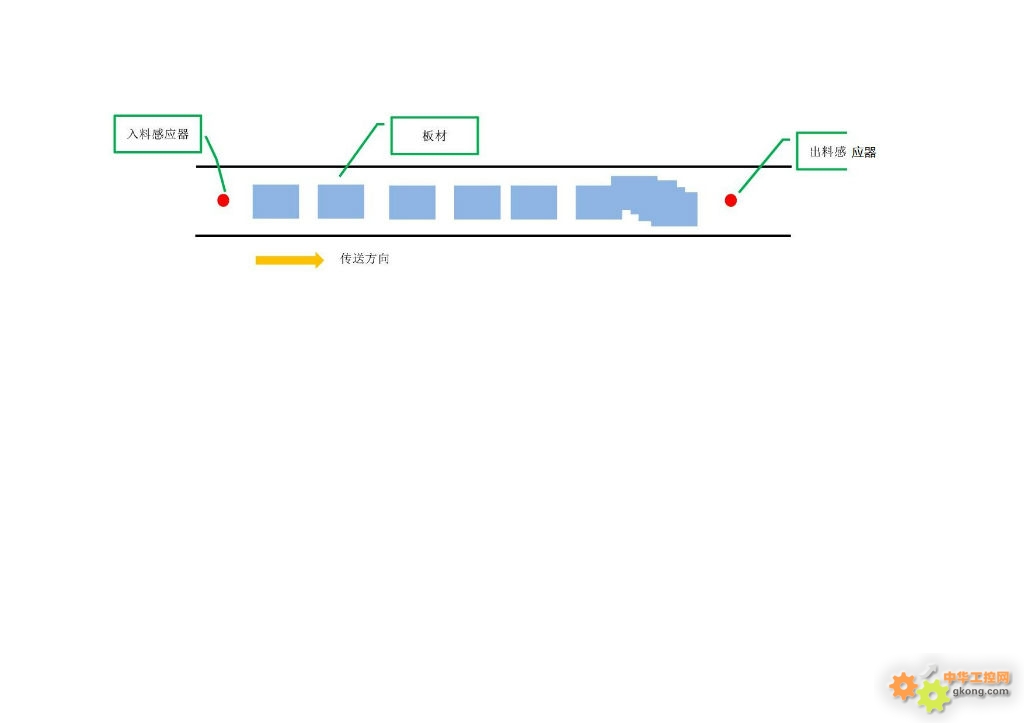
输送线上的板材通过首尾两头的感应器感应,如果输送线中间出现异常,板材堆积,就需要立即报警,我该如何加入这段报警程序?
谢谢提示。
15-01-08 16:34
1楼
编辑
引用
管理
wlmgodd
板料是同样大小,速度恒定的话,按照时间来判定就可以。这样会比较简单
15-01-08 16:37
2楼
编辑
引用
管理
zrx517697809
可按按照速度、长度做一个时间判定,但这不是最好的,如果板料大小、间距都一样好做,第一个出来之后隔多长时间检测到第二个,两个条件
15-01-08 16:41
3楼
编辑
引用
管理
mandriva
引用
wlmgodd
在 2015/1/8 16:37:06 发言
【内容省略】
板料批次不一样尺寸就不一样
15-01-08 16:52
4楼
编辑
引用
管理
启动绕组
检测出料传感器的脉冲信号,多长时间没有检测到就报警。时间根据现场调试。如果批次板材不一样,做个可以选择板材的菜单,换板材的时候必须更换对应的菜单,才能运行,板材不同对应的报警时间也不同,多大的板材对应多长的报警时间直接都做到PLC里面。
最后修改:
2015/1/8 17:01:56
15-01-08 17:01
5楼
编辑
引用
管理
fywsch
那意思同一批次的大小一样的了?多设定几种规格就行了。
15-01-08 17:07
6楼
编辑
引用
管理
mandriva
引用
启动绕组
在 2015/1/8 17:01:01 发言
【内容省略】
如果加转换菜单就没必要了,这样就增加了现场人员的工作内容。本来现场就缺人,工厂要走自动化,所以这条路走不通。要做成傻瓜型,不要人去干预。
15-01-08 17:08
7楼
编辑
引用
管理
fywsch
可以做成自动识别板材大小,然后跟着设定程序工作就行了。跟本不要人为干预的。
15-01-08 18:42
8楼
编辑
引用
管理
九翱九天
楼上说的就很好,进料检测到工件即开始计时,工作离开传感器就停止计时,这样就可以判断出属于哪种工件,然后根据不同的工件进行不同的时间判定,从而触发报警
15-01-08 18:51
9楼
编辑
引用
管理
乐嘎嘎
楼上法子不错,取进料间隔时间长短做出料检测时间,检测不到板材超过间隔时间报警
15-01-08 20:53
上一页
下一页
工控新闻
宇树科技,发布新款四足机器狗
智能制造装备亮眼表现因何来
2025上半年中国机器人新格局:埃斯顿销量第一
西克重点推介 - 通用型光电传感器 G6
“3D视觉第一股”拟定增21.87亿,加码机器人视觉等技术
节能、提效“双达标”!天智能碳大模型AI技能公开
综能微网价值凸显,行业共建正当时 2025施耐德电气综能微网生态伙伴沙龙成功举办
当HMI遇见IIoT 台达DOP-300S重新定义智能制造交互体验
更多新闻资讯