

我讲下德国simpelcamp 出版线的做法,由于板子很长,一段辊道只能有一张板子,一段辊道安2个传感器,分别检测有和无,和其他前后辊道传感器对比,就知道有没有堵料,这会多些传感器,不过我以前在钢铁厂遇到的也是采用这种方法,非常稳定。
最后修改:2015/1/8 23:24:37
15-01-08 23:23

不论板材多大,只要皮带速度一定,中间的距离一定,就可用时间的方法来确定。因为不管板子多大,中间距离和速度一定,它从检测到入到检测到出口的时间是一定的!
15-01-09 14:58
引用 启动绕组 在 2015/1/8 17:01:01 发言【内容省略】
我是这样子弄的,不知道行不行,今天下午到现场加装一个出料感应器,把这段程序加进原设备程序内取。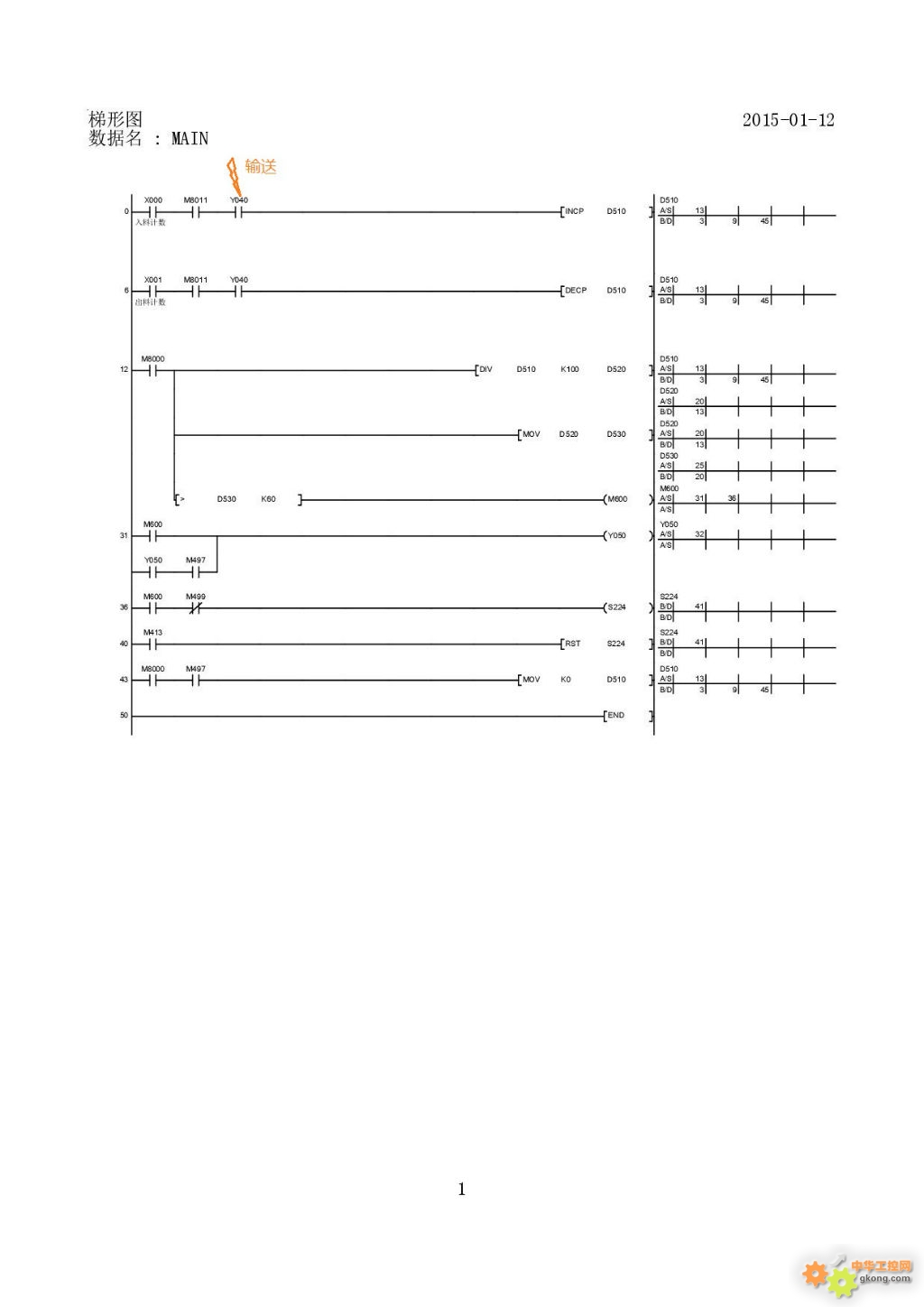
最后修改:2015/1/12 11:09:32
15-01-12 11:09

