单位现在有几台滚压1mm厚钢带成型的设备,设备用三菱PLC控制伺服电机传动,钢带用10多组滚轮滚压成型,滚压机用伺服电机通过行星减速机带动一个滚轮,再通过齿轮带动别的滚轮转动。可滚压出来的产品长度误差比较大,每根长度1.5米的产品之间相差有2mm的误差,可能是带动滚轮的齿轮之间的间隙和行星减速机误差造成的。PLC程序:
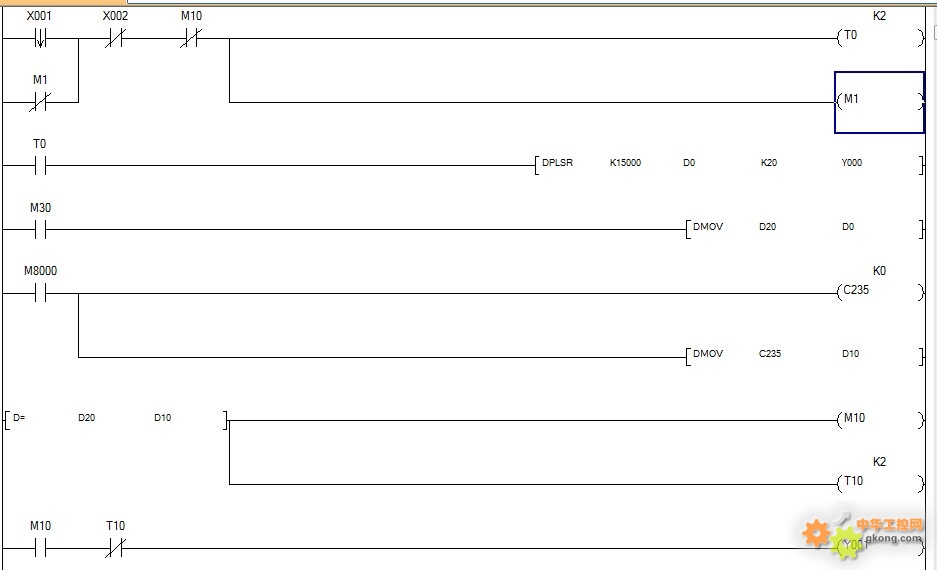
D20是设定要做的产品长度,X0连接Y0接收Y0的脉冲信号再由C235高速计数器计数,X1通时Y0发脉冲伺服电机工作,Y1是冲床继电器信号。
现在我想是否可以在滚压机把钢带滚压成型后出来后在型材上安装一个编码器,用编码器脉冲信号通过PLC高速计数器C235控制长度精度,比如做长度100mm长度产品,1mm脉冲数为100,这样100mm长度脉冲为10000个脉冲信号。
上图的D20为10000,D10为编码器传送到高速计数器C235脉冲数,D0为电机工作的脉冲数。当X1通时Y0工作时D10数在增加这样电机要工作的脉冲数在减少,到D10为10000时D0就到0了电机就停止工作。现在是否还可以用下图的程序发送脉冲,D0是否会按上面图2的程序而变化,编码器反馈的信号是否跟上PLC发送的频率,请懂的朋友帮忙看看怎样可以这样控制,谢谢!
最后修改:2014/12/30 9:35:25