王孝为,刘立山,苏都都
摘要:论述了硬件电路和控制程序的工作原理,运用 PID 控制策略实时检测锯片电机电流控制石料进给速度,分析了PID控制启用和退出条件。通过人机界面设定工艺参数,实现了石材切割自动化,减轻了工人的劳动强度,提高了工作效率和产品质量,确保了设备安全运行。
关键词:石材切割 文本显示器 PLC 变频器 PID 控制
Design of the stone cutting machine control system based on dynamic adjustment feed speed
WANG Xiaowei,LIU Lishan,SU Dudu
(Institute of Electrical and Mechanical Engineering, Qingdao Agriculture University, Shandong Qingdao 266109, China)
Abstract:The working principle of the hardware circuit and the control program was discussed in the paper, the PID control strategy for real-time detection the current of saw blade motor was used to control stone feed rate , the condition to enable or exit the PID control was analyzed. Through the man-machine interface to set the process parameters, the stone cutting automation was realized, the labor intensity of workers was reduced, the work efficiency and product quality were improved, ensured the safe operation of the equipment.
Key Words:Stone Sawing Text Display Programmable Logic Controller Inverter PID Control
1 前言
过去的石材切割设备多采用手动控制或是继电器控制,存在着故障率高、维修性差、自动化程度低等缺点。而可编程控制器(PLC)以其运行稳定可靠、抗干扰性能强等特点,在工业控制中得到广泛应用[1]。作者设计以PLC为控制核心的石材切割机,实现了石材切割过程的全自动化控制,通过人机界面操作,完成对工作参数的修改设定、工作运行状态的实时监控和诊断调试等工作[2]。
2 系统的总体设计
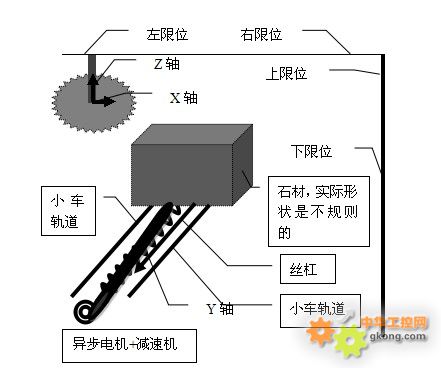
本石材切割锯是由切割刀组、石料输送台、定位导板及机架组成。切割刀组在石料输送台上部并置于机架上,切割刀组之间固定定位导板;切割刀组由电动机、皮带、刀轮轴、切割刀具组成,切割刀具固定在刀轮轴上[3]。设备需要控制床身的平移以及锯片的回转、升降和行走。锯片电机用于切割石料,锯片可以在X、Z两个方向移动[4]。料车在Y方向移动,通过变频器调整进给速度。图1为设备的结构示意图。
3 控制系统设计
3.1 控制系统的硬件设计
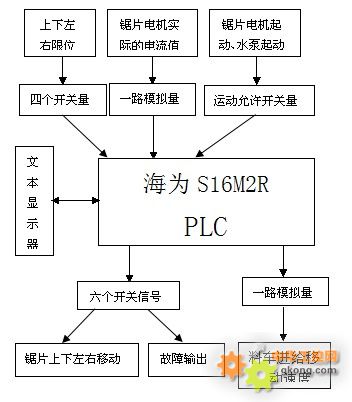
系统控制器采用海为S16ZA220R型PLC,自身带有一路模拟量输入和一路模拟量输出,模拟量输入采集锯片电机电流信号,模拟量输出控制变频器的频率,变频器驱动进给电机。各个方向的限位信号作为开关量输入信号,开关量输出信号控制锯片的升降、移动。采用三凌公司SLJD MD204LV4文本显示器。图2为控制系统结构图。
3.2 PLC程序设计
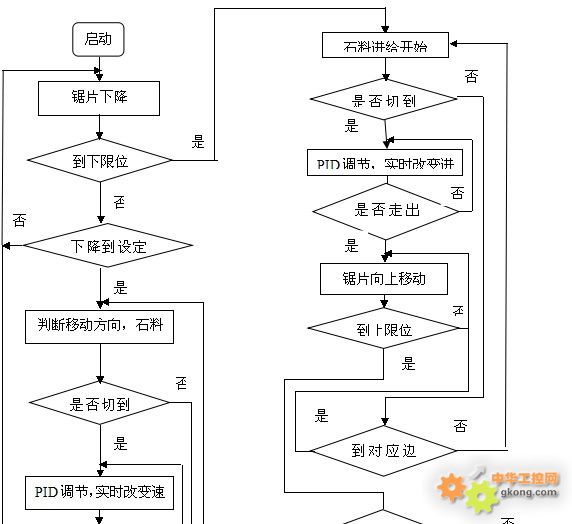
自动控制程序启动之前,必须先启动水泵和锯片电机,当锯片电机完全启动后,锯片电机的电流上升至空转电流值,通过智能电子仪表WPC803输出一个开关量信号。这个信号作为自动或手动操作的允许信号。确定锯片电机启动后,锯片电机下降,进给电机在X轴方向移动开始进给。检测锯片电机电流,当锯片电机电流达到设定值后启动PID控制。
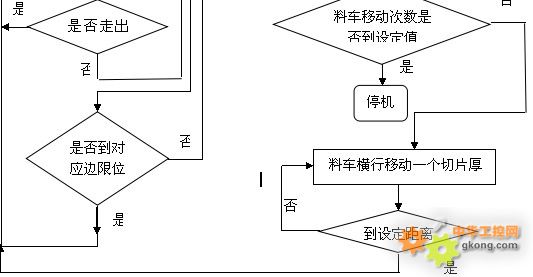
在控制系统控制下,锯片在X方向移动,锯片旋转,对石料进行切割。当完成一个方向的一次切割后,锯片电机电流减少,控制系统自动退出PID控制。锯片下降,通过时间判断锯片电机是否下降到位,若下限行程开关未触发,锯片下降设定时间停止;若下限行程开关触发,立即停止下降,然后锯片开始X轴的另一个方向移动。当锯片切割到石料,锯片电机电流增大,控制系统判断后自动启动PID控制,如此循环。当达到切割深度时,锯片升起,上限位开关动作后,石料在Y方向移动要求板材厚度,开始新一片的切割。达到设定的切割片数后系统停止。本系统采用的PID控制,通过调整石料进给速度,使锯片电机电流在石料切割过程中保持恒定,保证了锯片电机的安全运行,提高了产品质量。在切割启动阶段,锯片以较低的速度进给,保护了锯片的安全。在每次下降时,系统内部都将产生下降标志,如果横向电机故障,产生移动信号但不移动,会使电流始终在下限以下,不加标志判断,会出现连续下降。加了左右判断标志,杜绝了类似故障。系统中加入了欠流停机功能,当晚上无人看守时,如果出现变频器故障,锯片电机将一直处于空转状态,10分钟后,如果电流未上升,将会故障输出,自动停机。图3为控制过程的控制框图
3.3 人机界面的设计
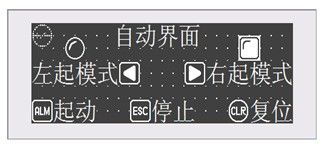
文本操作界面设计除了切割页数,石板厚度等常用参数外,只有起动、停止、复位按钮,降低了用户的学习难度。其他参数均在密码页面以内,基本操作用户无法进入,密码内的部分参数需要安装人员现场调试,之后不再改动,放在密码界面也有效的避免用户无意间更改而造成的麻烦。具体设计见图4。
4 结论
本控制器经过长时间的现场环境使用,实现了控制工艺参数设定,控制过程的自动化。可以根据锯片电机的电流实时控制切割速度,减小了对锯片的损坏,提高了工作效率,保护锯片电机不被高电流烧坏。PID控制也同时解决了昼夜电源电压变化大所造成的不良后果,达到了很好的自动切割石材的效果。
最后修改:2013/12/20 10:40:34