
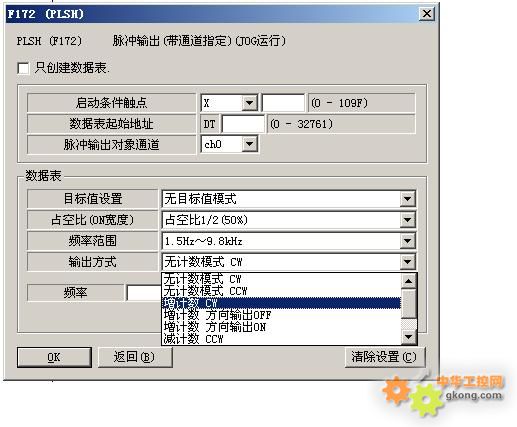
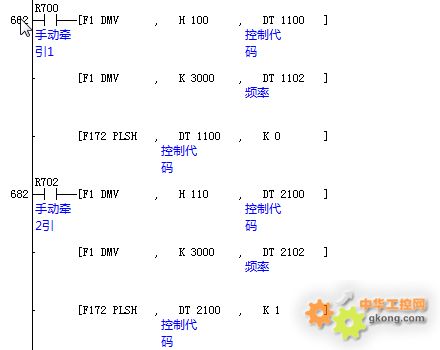
松下plc由什么指令控制正反转,我用F172的指令,手动和自动用的一样的代码,竟然一个正传,一个反转。youxiang:dlhdf8767@hotmail.com
13-05-05 13:32

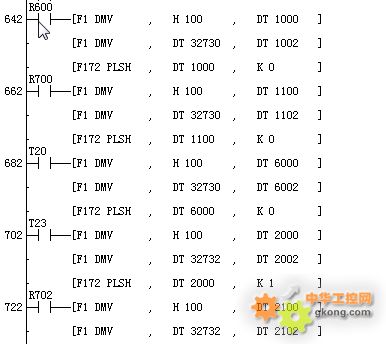
H100 解释:
48~100K输出频率,无计数,CW控制方式。
DT32730的数据是一个速度,这个速度可以由触摸屏上输入。
虽说就上面这几步程序就可以看出来,这个写程序的人也不是高手。
48~100K输出频率,无计数,CW控制方式。
DT32730的数据是一个速度,这个速度可以由触摸屏上输入。
虽说就上面这几步程序就可以看出来,这个写程序的人也不是高手。
最后修改:2013/5/5 23:08:53
13-05-05 23:07
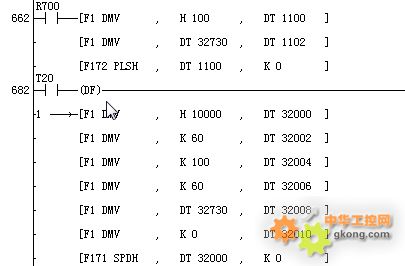
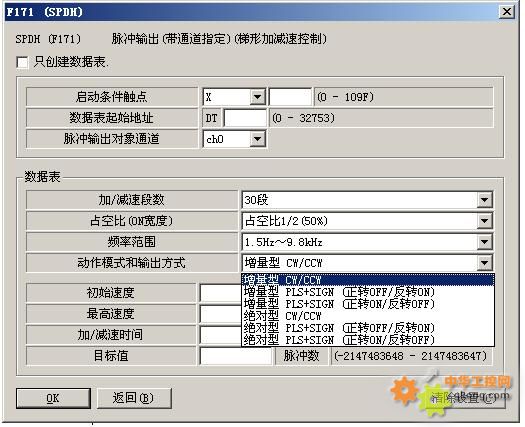
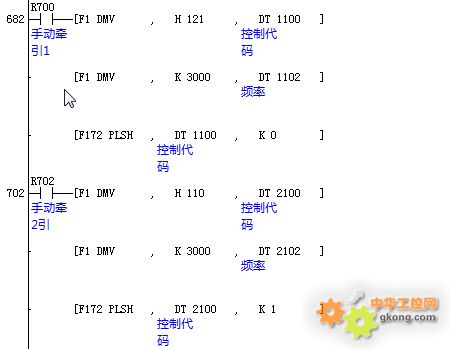
手动里面DT32730的位置是速度,而下面自动里面却成了目标值,不知道你这个程序是怎么写的,先找本松下的说明书看看吧。还有那个控制代码H10000不知道从何而来,我查了好多种控制方式都无法得到H10000这个代码。
这个是属于FPX系列的PLC,FPX PLC本体不支持急停功能,所以说数据没有走完之前碰到什么开关也不会停下来。
X4要在回原点指令时才有效。
这个是属于FPX系列的PLC,FPX PLC本体不支持急停功能,所以说数据没有走完之前碰到什么开关也不会停下来。
X4要在回原点指令时才有效。
13-05-06 08:29
13-05-06 09:52