登录
首页
机电一体化
回帖
发帖
正文
主题:机床插补精度有问题。。。
点击:486 回复:4
楼主
编辑
引用
管理
rong671
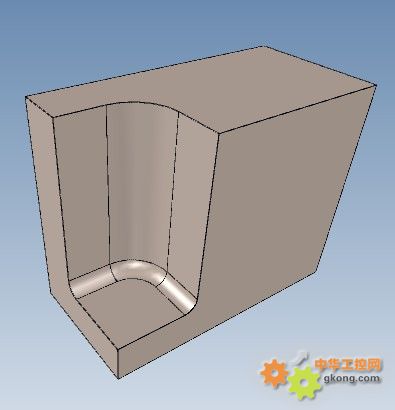
在一零件外侧铣削32mm*32mm深65mm的缺口,我用直径30圆角R5的刀具分成铣削,走刀轨迹只有直线进给,起刀点(x-,y-)-Y(走y+)-X(走x+)-Y(走y-)-X(走x-回到起刀),S1000发现如果每分钟进给F1000,那么刀具在拐角就会欠切,如果降低进给,明显发现刀具在拐角处才切削到位。请问这是什么原因,如何处理?
11-12-05 11:25
1楼
编辑
引用
管理
yuechengad
呵呵,看喽,顶一下。。。。
11-12-05 13:05
2楼
编辑
引用
管理
rong671
忘写系统了,fanuc18i-ma。调整参数是不是太麻烦了,因为参数都是联动的,不是有经验的一般不敢乱调,估计原来工作台爬行,被人调乱了。
11-12-09 22:19
3楼
编辑
引用
管理
hwl123
刀柄的刚性或机床的刚性可能不够。
11-12-10 10:56
4楼
编辑
引用
管理
rong671
引用
hwl123
在 2011/12/10 10:56:23 发言
【内容省略】
刚性没问题,大型数控龙门铣,切深很小0.5mm、运动轴正常运行时没有问题,当突然一根运动轴变化时,拐角就会运动不到位。参数问题,但是参数是联动的,改一个要牵涉到很多,因为修改参数能力有限。原来没有发现是没有采用这种短距离快速切削。不知是不是跟“切削进给速度控制”有关。G64 切削方式不到位。
11-12-10 13:57
工控新闻
科技创新驱动产业变革
布局AI视觉应用!华北工控推出多网口工控机BIS-6960I-A12TW-24V
华北工控EMB-3513主板:可选NXP I.MX93/91处理器,支持边缘AI网关集成应用
助力智慧路灯改造!华北工控嵌入式AIoT计算机持续产出
具身智能大热,工业自动化部署如何应变?
2025年全球智能机器人3D视觉白皮书发布,深入解析全球视角下机器人3D视觉市场格局与未来增长机遇
12路1080P高清视频流,米尔RK3576 开发板重塑视频处理极限
首届“信捷杯”全国大学生智能制造创新大赛收官
更多新闻资讯