登录
首页
PLC论坛
PLC论坛
回帖
发帖
正文
主题:做了个电子手轮变倍率控制伺服的程序,发现点问题,请教高手!
点击:7299 回复:7
楼主
编辑
引用
管理
anbing
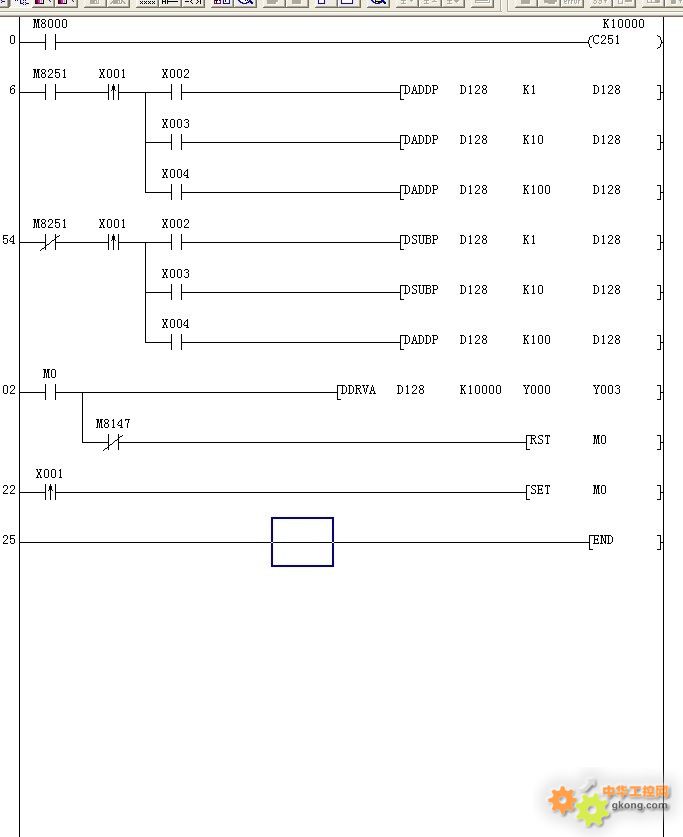
采用高速计数器的上升下降继电器来切换为加数字和减数字,X2捕捉手轮一格伺服输出加1 ,X2加10 ;X3加100;反转时M8252常闭触点接通,转动手轮开始减数;
当X1有有动作时候D138数据变化;M0触发,当Y0没有脉冲输出时,常闭触点8147断开,M0解除自锁;
理论上感觉说的过去,实际上转动手轮的时候,很慢的时候可以正常动作,手轮小于0.5hz脉冲就可以,转动快点数字就动不了,感觉用X1来加减技术频率是不是不够,请教高手要达到这种效果还有什么办法?2N的定位模块没用过,估计等学会花儿都谢了!
附件:
[
本地下载
]
最后修改:
2011/6/27 22:18:06
11-06-27 21:16
1楼
编辑
引用
管理
anbing
贴图上来
11-06-27 21:18
2楼
编辑
引用
管理
asd3971
建议将x1做成高速计数器。x1在通常状态下接通时间有限制,最高只能接受低于75hz(具体忘记了这个数值是参考lg品牌滤波值6.4ms·),
11-06-27 22:02
3楼
编辑
引用
管理
anbing
谢谢大哥无私帮助!
最后修改:
2011/6/27 22:19:15
11-06-27 22:18
4楼
编辑
引用
管理
jscaptain
楼上正解,三菱的默认是滤波是10ms吧,再加上程序跑一圈的时间,肯定会漏数据的
11-06-28 09:56
5楼
管理
daxa1985
该帖内容不符合相关规定!
11-12-19 22:06
6楼
编辑
引用
管理
xlian
高速计数器计数,然后计算倍率
11-12-20 09:39
7楼
编辑
引用
管理
ttoomy
学习了,赞一个
最后修改:
2016/6/30 22:20:29
16-06-30 22:18
工控新闻
施耐德电气X通威农发 | 一袋饲料的“智”造升级
《轻工产品数字护照技术要求》标准编制启动及服务平台上线工作会议在京召开
海克斯康智慧矿山Split Desktop重现百年采石作业
2025年广东GDP达14.58万亿,工业增长不及预期
越疆第三批全尺寸工业人形机器人量产交付,朝着更深、更实的产业应用推进
宁德时代与泉州市签署合作协议,共建智能零碳电池工厂
倍福在XPlanar 在制药与化妆品灌装中的应用
《2026工业控制产业发展白皮书》调研团到访和利时
更多新闻资讯