

控制卡是什么,PLC上好像没有装这个东西也可以用,这个程序就是上回发给你的那个小铣槽机程序中的一段。刚在编程手册中找到了该项的解释,但有一点不懂的是为什么该指令成对出现?把脉冲输出停止就可以了,为什么还要继续呢?继续不是又接着动了吗?这好像和停止有些矛盾。另外它的触发条件后面是不是要加个DF,但是没加DF也能用。
![附件]()
11-03-14 12:16
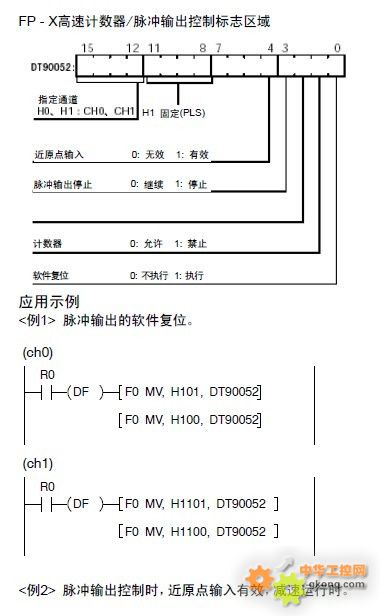
FPX的有脉冲输出卡,DT90052只能控制卡上的急停。对本机是不行的。
铣槽机我是用FP0写的,FP0支持DT9052急停指令。
近原点是要装配二个开关的,使用回原点命令时,当感应到近原点开关,清除现有的速度指令,然后以设定的爬行速度达到原点位置,这和数控机床上的原点开关一样。
铣槽机我是用FP0写的,FP0支持DT9052急停指令。
近原点是要装配二个开关的,使用回原点命令时,当感应到近原点开关,清除现有的速度指令,然后以设定的爬行速度达到原点位置,这和数控机床上的原点开关一样。
11-03-14 13:45
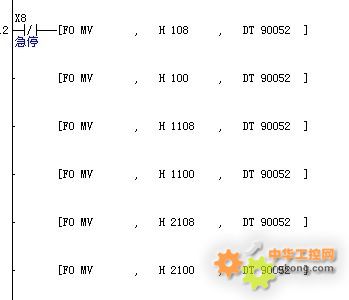
我说的不是你写那个的程序,你写的那个两轴的我还没看。我说的是后来来的一个工程师写的三轴的螺旋铣程序,你上回说速度曲线应该是个梯形,初速度和最高速度不能一样,你还帮我改过初速度的记得不?那个程序用的是FPX-C30T的plc。PLC是我买的,接线也是我接的,真的没有再买什么脉冲输出卡,难道买来的时候就带“脉冲输出卡”?我不知道有卡和没卡有什么区别。还有能不能帮我解释一下为什么这个代码老是成对出现,依我看只要第一个就够了。如:
F0 MV H108 DT90052是CH0的脉冲输出停止。还要F0 MV H100 DT90052干什么,这个不是CH0的脉冲输出继续吗?我的目的就是要让它停止啊!急停X8断开后才可以继续输出脉冲。
回原点命令还不会用,只装了一个原点开关,回原点是用F171预留200个目标脉冲实现的,近原点也就是那没走完的200个脉冲,当经过值等于目标脉冲时输出一个内部继电器用来控制电机以JOG方式低速运转,感应到原点就断开。
F0 MV H108 DT90052是CH0的脉冲输出停止。还要F0 MV H100 DT90052干什么,这个不是CH0的脉冲输出继续吗?我的目的就是要让它停止啊!急停X8断开后才可以继续输出脉冲。
回原点命令还不会用,只装了一个原点开关,回原点是用F171预留200个目标脉冲实现的,近原点也就是那没走完的200个脉冲,当经过值等于目标脉冲时输出一个内部继电器用来控制电机以JOG方式低速运转,感应到原点就断开。
11-03-14 17:45

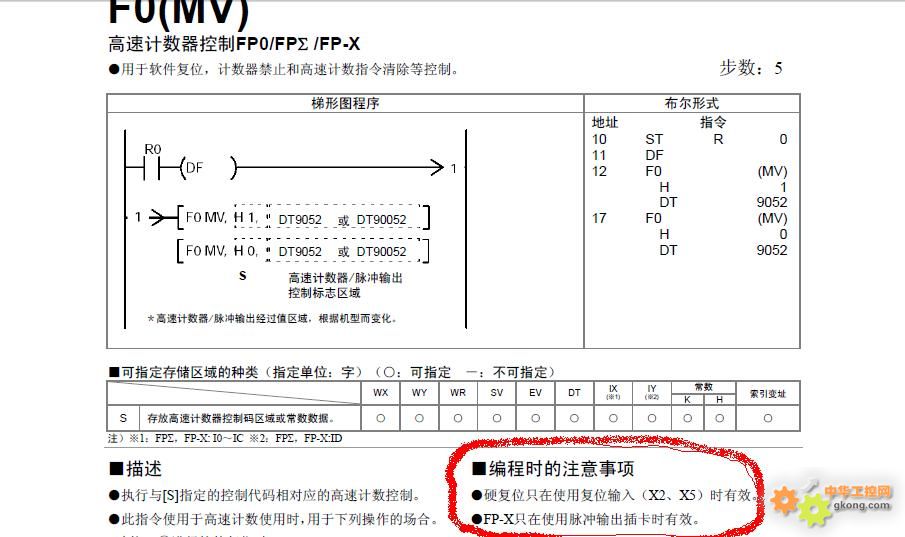
对于指令操作,这个可以查一下手册就知道是什么意思了。
你的机器现在就是回原点出了问题,所以总是位置不准确。回原点也分为带近原点和不带近原点,一般只要用不带近原点就可以了。
带近原点是属于重载或者超高精密的设备才用这个指令。
最后修改:2011/3/15 8:24:06
11-03-15 08:14
