
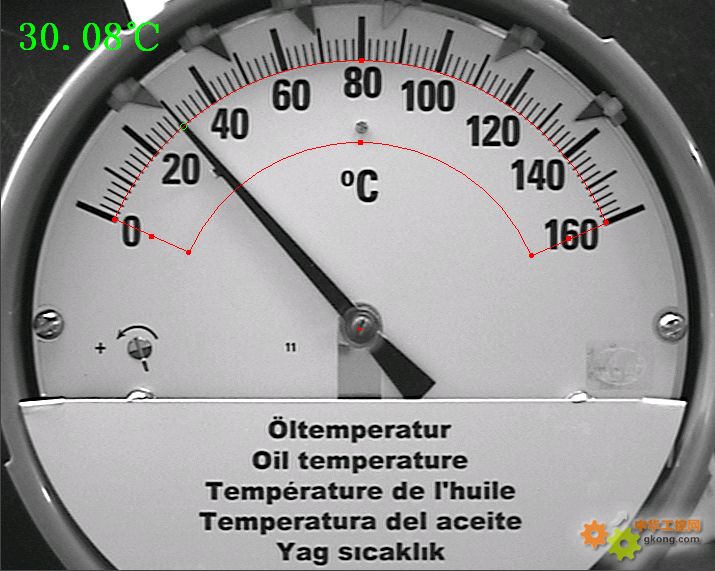
该系统图像算法基于创科公司的视觉软件包CKvisionV2.0,利用CKvision的间距测量工具MeasureSpace对整个表总刻度实行圆弧测量,测出其总弧度,再利用CKvision定位工具FindModel定位刻度指针在总弧度中的位置,实时跟踪指针实时读取数据。
考虑到由于表盘刻度印刷误差,该系统给出了补偿误差值参数设置,从而有效纠正了表盘印刷误差带来的误差问题。系统利用创科自主品牌CCD CK-30S黑白相机,PCI-V504图像采集卡,日本百万像素8mm镜头,光源采用CK-1230白色环形光,保证了系统的稳定性和精确度。分辨率可达0.001,精度0.01°C。
为了客户更好的利用CKvision开发包工具,创科公司破例的开放了该系统的VC源代码,有兴趣的朋友可以与我联系271733423@qq.com,13480974764 黎先生。



