高精度的机构,同样要有合理的结构设计,我在这里分享一下本人的一部分经验。
一个垂直高速往复动作的钻主轴拖板,积算式运动方式。要求深度精度为0.005mm.
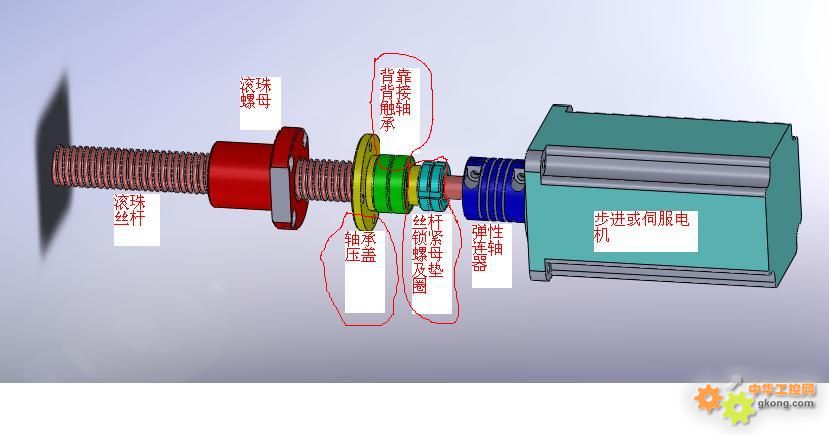
零件选用:P4级2504滚珠丝杆、7003C/DB角接触轴承、弹性连轴器、步进电机。
关键的这里有一个超级贵的零件------7003C/DB角接触轴承。本轴承尺寸17*35*20(单个为10),成对安装,价格为800元1对。
背靠背角接触轴承能够承受来自二个轴向方向的力,同时能够承受高速旋转和一定的径向力,因此在滚珠丝杆上是很常见一种轴承。角接触轴承的安装方式是很讲究的,不同的安装方向,所承受的力和刚性也不一样的。因此这在设计选型和安装时要特别注意。
关于角接触轴承的安装和注意事项,可以上网查找一下轴承厂家的资料。
下图是基本结构: