登录
首页
PLC论坛
PLC论坛
回帖
发帖
正文
主题:续:M23为何不动作
点击:1806 回复:16
楼主
编辑
引用
管理
zhanghua6070
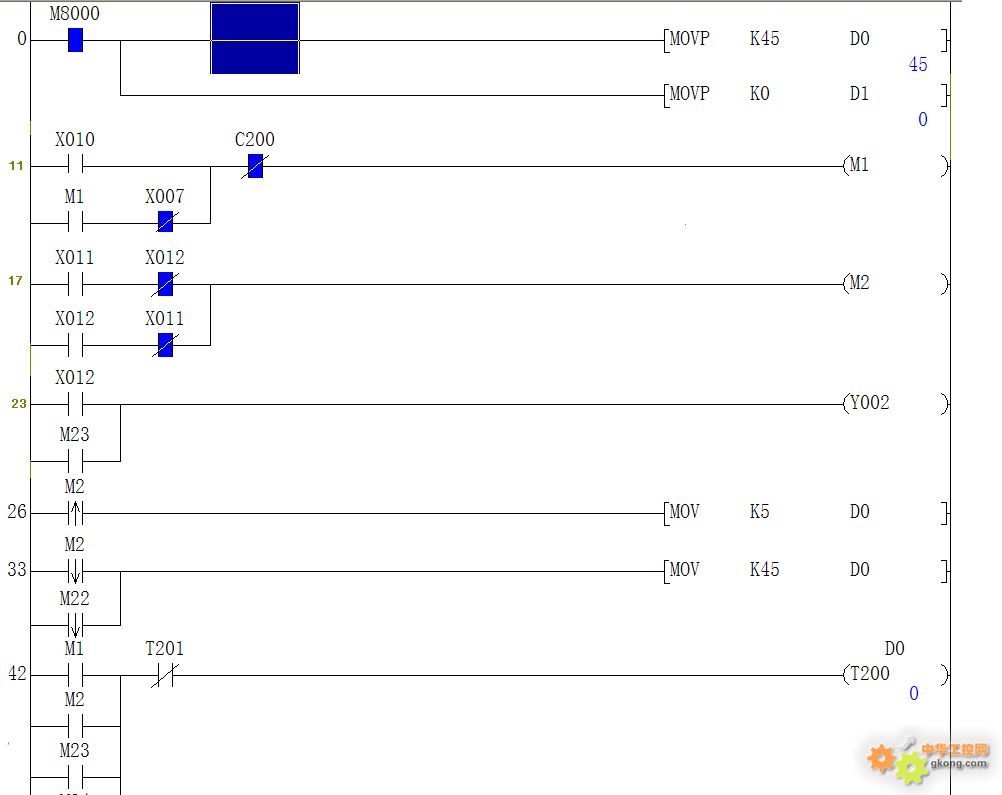
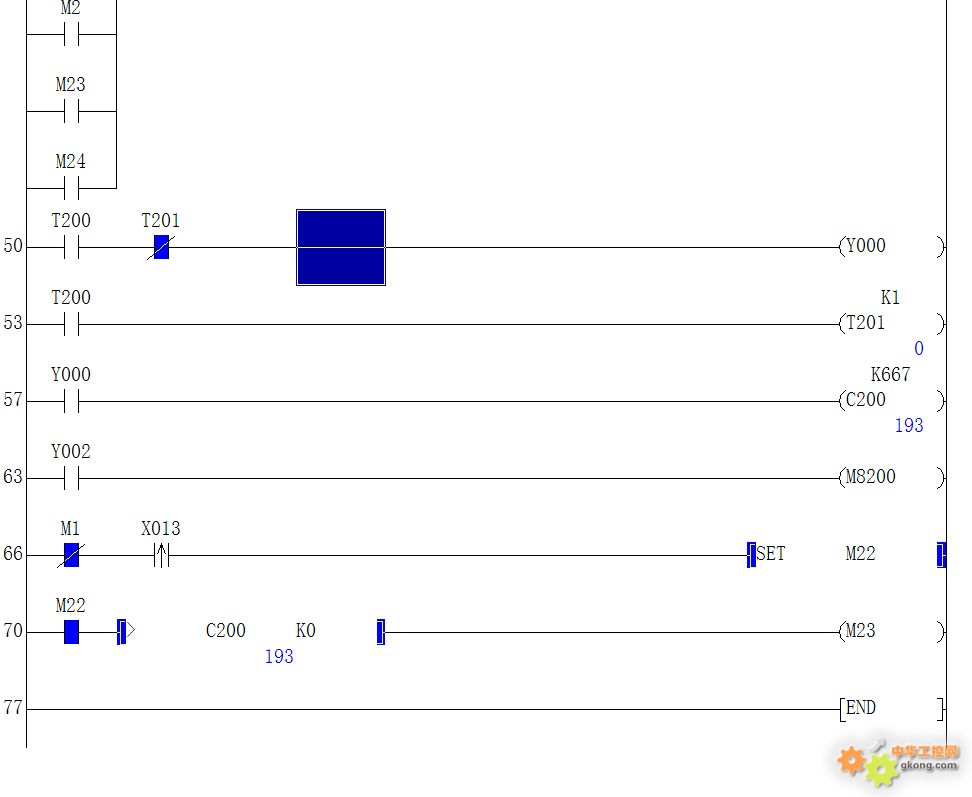
应大家意见将整段程序分两段上传供大家分析,
此程序在三菱FX1N中应用,其实第一段程序与第二段程序关系不大,分析的重点目标在比较指令,也就是第二段程序中当X013上升脉冲置位M22后,M22闭合,从比较指令也就是图中第70步可以看出C200明显大于0,而M23:M23为何不动作?
09-05-15 20:54
1楼
编辑
引用
管理
zhanghua6070
我上传的程序为何看不清楚哪?原来不是这样的呀!电脑屏幕左下角总显示:网页有错误
09-05-15 21:08
2楼
编辑
引用
管理
wushulin
点击图片,在图的右下角会显示一个放大按钮,点一下就可以看清了。
你的程序问题是出在计数器上面。这个计数器给你的结果只能是0和1状态了,要么接通,就算是等于0,M23也是导通,另外就算是大于1,M23也是不导通。
为什么非要用C200?如果你换一个计数器,换成小于地址C200的,也就是用C100试一下。
还有,如果PLC不支持的情况,而你又一定要用加减计数,这种时候你可以用高级指令的加减法,这样比计数器还要好用。
几天了,还在钻牛角尖,做程序要的是这条路不通,再换一条试试。
09-05-15 21:36
3楼
编辑
引用
管理
lixiaobai
以这段程序看,M23应该动作的
是不是下面还有输出M23有程序,把M23编成了双线圈输出了
09-05-15 21:40
4楼
编辑
引用
管理
wushulin
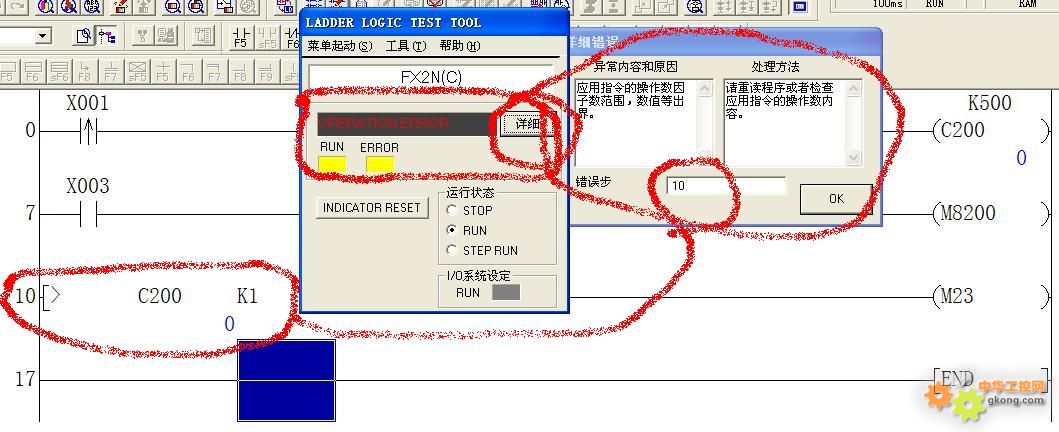
仿真时,提示C200出错
09-05-15 21:45
5楼
编辑
引用
管理
zhanghua6070
谢谢!我曾经试着换了几种如区间比较指令等等还试用了比较加置位指令等不下5种方法
但是全无效所编程序其实比这长的多,为了找出原因已经删减到现在的样子了,还是不行我就是分析不出错在哪里!真是见了鬼了!平时不是这样子的,平时遇见类似问题换两三种方法就解决问题呀!
09-05-15 22:00
6楼
编辑
引用
管理
wushulin
我很少用计数器,一般都是用加减法。
这个程序我也是看着很正常,于是才试了一下,各种方式,发现当C200=0时,这个比较并不是断开的,也是接通的,也就是不管在什么状态下,这个比较都是通路,仿真时对话框红写字体提示错误。于是换成C100.这时系统正常。这说明C200是不可用的一个计数器了。也许是不适用这种比较指令。
09-05-15 22:16
7楼
编辑
引用
管理
fumz78
C200是32位双向计数,把 > C200 K0 改成 D > C200 K0 试下看看呢
09-05-15 22:42
8楼
编辑
引用
管理
asd3971
09-05-15 22:47
9楼
编辑
引用
管理
fumz78
就是32位的问题了
深圳群里讨论了,试了下,改成32位操作可以了
09-05-15 22:49
上一页
下一页
工控新闻
人形机器人量产元年开启 产业链进入规模化商业化新阶段
新松工业机器人首次批量应用汽车焊装主线
柯马与欧姆龙机器人达成战略合作,拓展轻工、电子及医疗行业先进自动化解决方案
消费+工业双线爆发!两家具身智能企业接连落地5亿及数亿大额融资
施耐德电气启动EAE生态共创计划
ABB | 落地节能增效的能力已成为工业竞争优势的决定因素
火热报名中 | 走进字节 · 智能AI产业落地主题分享会即将启幕,抢先锁定席位!
美的与中兴通讯战略签约 “AI +”赋能多场景技术合作
更多新闻资讯