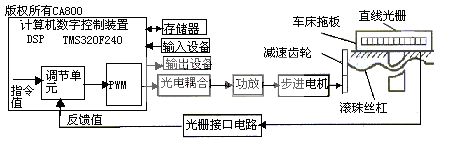
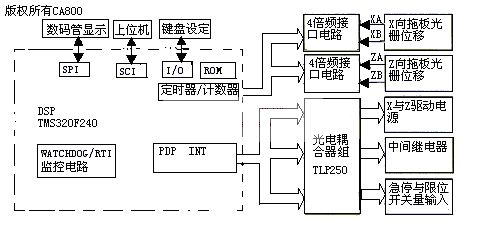
在实践中采用了DSP TMS320F240微处理器作为数控系统的控制核心,提高了伺服系统控制的速度、稳定性、精度等性能,同时,实现了经济车床可进行车、铣、削等加工的多功能综合性数控改造。
一、经济型车床的多功能化改造
以改造经济型车床C616 A为例,车床结构参见图1所示。
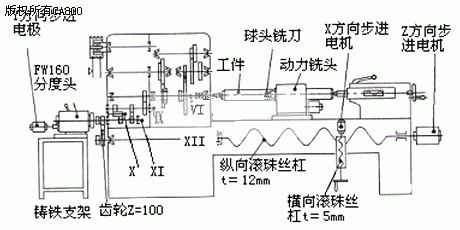
具体方法是:与普通数控车床改造的不同在于:将原来车床刀架(或电动刀架)更换为动力铣头,用来夹持各类柄(棒)状铣刀,动力铣头的主轴轴线与车床中心线等高且垂直(也可转动90°与车床中心线平行)。
力铣头由单独的电动机进行控制。更换动力铣头为车床刀架(或电动刀架),即与普通数控车床相同。车床纵向(Z向)、车床横向(X向)运动由第1套二轴联动的数控主系统进行控制。
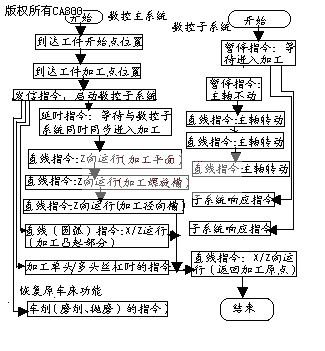
在C616A车床主轴箱的Ⅺ轴左端部位,拆除原车床中连接Ⅺ轴、Ⅻ轴的齿轮(Z=100),用FWl60型万能分度头与Ⅺ轴左端连接,选用另一步进电机(与X向步进电机技术参数相同,t=5mm,位移控制精度为0.005 mm)为Y向步进电机与FWl60型万能分度头输入蜗杆连接,因此,可以实现车床主轴Ⅵ的旋转控制(此时使车床主轴Ⅵ处于空挡位置)。FWl60型万能分度头和Y向步进电机安装在铸铁支架上。移开铸铁支架,装上Z=100的齿轮,就可恢复普通车床原主轴箱与进给运动的传动连接。主轴的旋转运动即由第2套二轴联动的数控子系统进行控制。该数控子系统由数控主系统的发信指令控制启动运行。2套数控系统最好相同,以方便加工编程和数控加工的同步进行。
Y向步进电机与分度头的输入蜗杆直接连接,选择分度头的传动比为i=1:40,Y向步进电机转动1转,带动分度头主轴转动1/40转,Y向步进电机转动40转,可带动分度头主轴转动1转。而由车床主轴传动系统(见图1)可知,分度头主轴转动1转,带动车床主轴转动1转。
在数控车床X向的运行控制中,X向步进电机与横向滚珠丝杠直接连接,当给定t=5 mm的运行长度时,滚珠丝杠转动1转,X向步进电机也转动1转。当给定Y向运行长度Ly=5×40=200mm时,可以控制Y向步进电机转动40转,即控制车床主轴转动1转,以实现对工件的旋转控制。另外,从《机修手册》查得,C616A车床主轴传动链中,可调整离合器弹簧的松紧以得到不同的极限压力传递切削动力。
经上述改造后的C616A车床,具有三坐标联动和任意2套二坐标联动的功能。