
10多轴,唯独2个大功率的轴报错,小功率没问题。
A320 再生故障,硬件配置没有外接任何电阻。
PS:有一台一样的设备,同样的配置(无外接电阻),加减速时间为1500运行1年有余没问题。
刚开始发现供电电压AC240V,调整变压器抽头接线,改成AC225,还是报错
后来把第二段加减速从1500改成600,暂时运行没发现问题。
请问大家有遇到过的吗?
我的理解是,电机在减速,带的机械还在跑,电机成了发电设备,驱动器把这部分能量转换成电能反馈给母线上,所谓再生。
但是如果能量太多(例如减速时间太短),内置的再生电阻消耗不完,造成母线电压高于报错停机电压报错A920提醒用户,再生过载?
如果再继续运行,这个能量还是太大,造成母线电压高于设置的安全电压,则报错A320。
不知道理解错了没有,但是同样的设备,伺服驱动,运行起来正常,那应该硬件满足实际使用条件。
PS:但是那一台正常的设备电子齿设置的很变态,不是按实际硬件设置的,PLC程序也来回换算,很BT。
我想有一个原因是,正常设备电子尺不是按实际硬件配置的,速度给定也是宿便*一个数,感觉速度OK就完成了。。。
可能我按照硬件配置的电子尺,PLC虽然不做换算,可能给定的速度太快了(当然没超过额定转速),往复高速运动,造成系统减速的时候伺服电机一直是发电状态太多。
我把加减速时间加长,目前看是正常了,但是感觉整体速度没起来。
后续:不知道安川软件有没有监控 再生率和母线电压,运行的时候监控一下。
但是如果能量太多(例如减速时间太短),内置的再生电阻消耗不完,造成母线电压高于报错停机电压报错A920提醒用户,再生过载?
如果再继续运行,这个能量还是太大,造成母线电压高于设置的安全电压,则报错A320。
不知道理解错了没有,但是同样的设备,伺服驱动,运行起来正常,那应该硬件满足实际使用条件。
PS:但是那一台正常的设备电子齿设置的很变态,不是按实际硬件设置的,PLC程序也来回换算,很BT。
我想有一个原因是,正常设备电子尺不是按实际硬件配置的,速度给定也是宿便*一个数,感觉速度OK就完成了。。。
可能我按照硬件配置的电子尺,PLC虽然不做换算,可能给定的速度太快了(当然没超过额定转速),往复高速运动,造成系统减速的时候伺服电机一直是发电状态太多。
我把加减速时间加长,目前看是正常了,但是感觉整体速度没起来。
后续:不知道安川软件有没有监控 再生率和母线电压,运行的时候监控一下。
21-02-27 18:32

估计你的伺服也不会是经常报警的,尝试一下加个刹车吧,也就是几十块钱,安川的变频经常存在这个问题,伺服出现这个问题应该也是情理之中吧。我在处理了多台凹版印刷机,就是直接加刹车电阻解决问题的(原来是没配置刹车)
21-02-27 21:17
没改供电电压,和加减速时间的时候,一会儿就报警了。
现在是电压降低,加减速时间加长后暂时没报警了。
就是想知道原因,隔壁一台一样的设备从来没报警过。
现在是电压降低,加减速时间加长后暂时没报警了。
就是想知道原因,隔壁一台一样的设备从来没报警过。
最后修改:2021/2/27 22:36:22
21-02-27 22:36
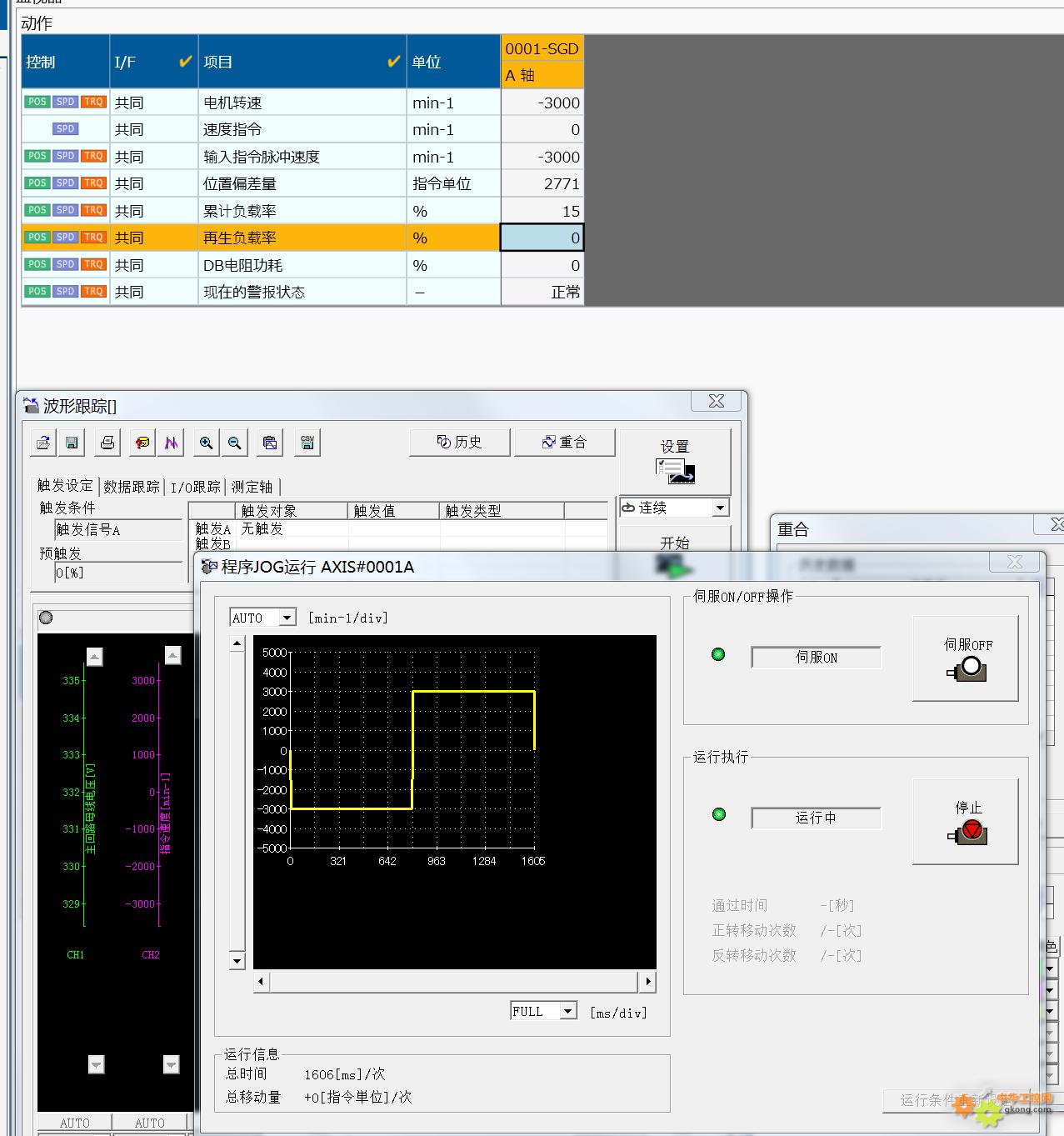
找到原因了,监控正常设备伺服运行波形后对比找到问题了,东西在笔记本里面,改天拿回家我再总结。
机械以前减速机是5:1的,现在改成3:1的,PLC给定的同样的速度,3:1的减速情况下快不少,以至于母线电压过高。
机械以前减速机是5:1的,现在改成3:1的,PLC给定的同样的速度,3:1的减速情况下快不少,以至于母线电压过高。
21-03-01 19:25
一下波形图 紫色是母线电压,绿色是上位机给定速度
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
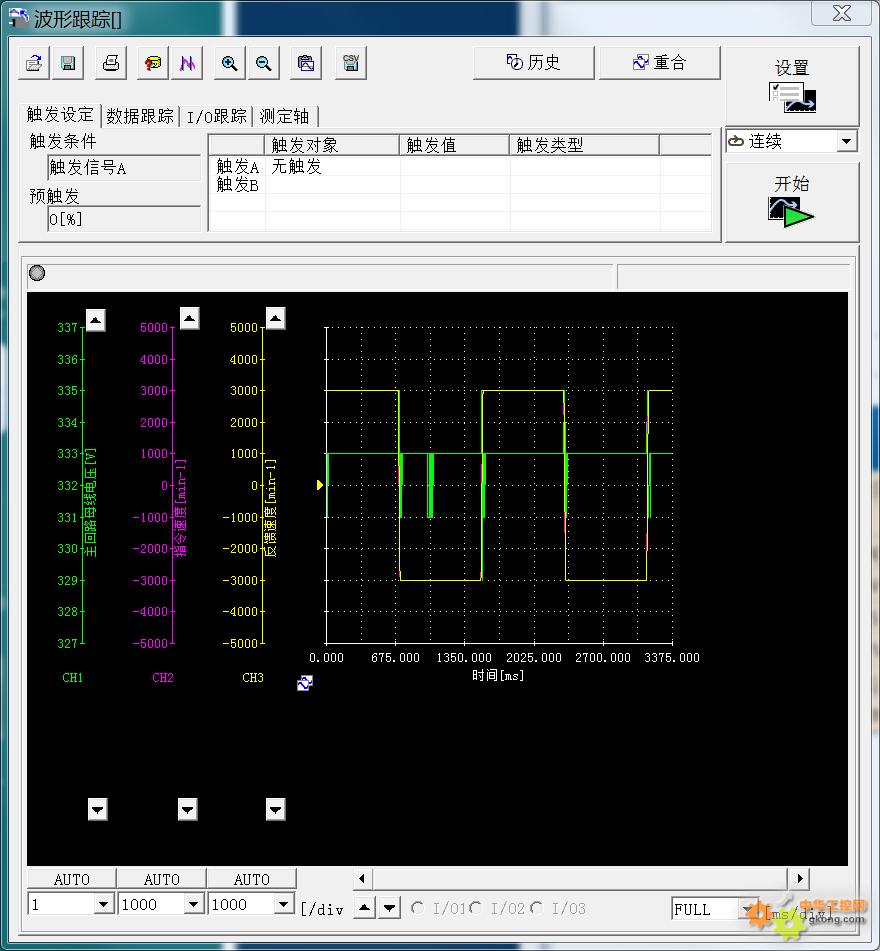
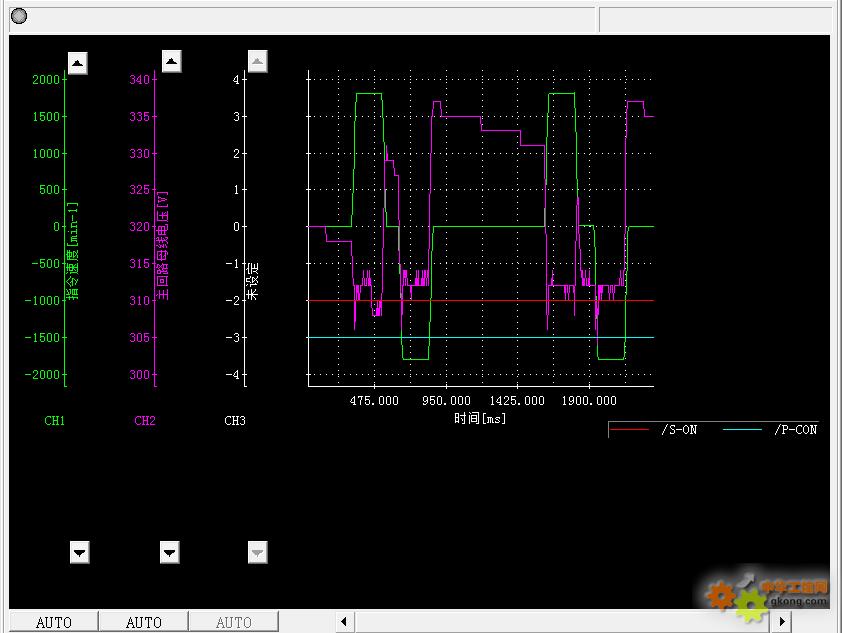
下图是正常设备的图,可以看到母线电压也差不多也是在335V左右,对应的速度给定1800转左右。
![附件 正常设备.jpg]() 下图为速度给定最快,也就是3000转时候的波形图
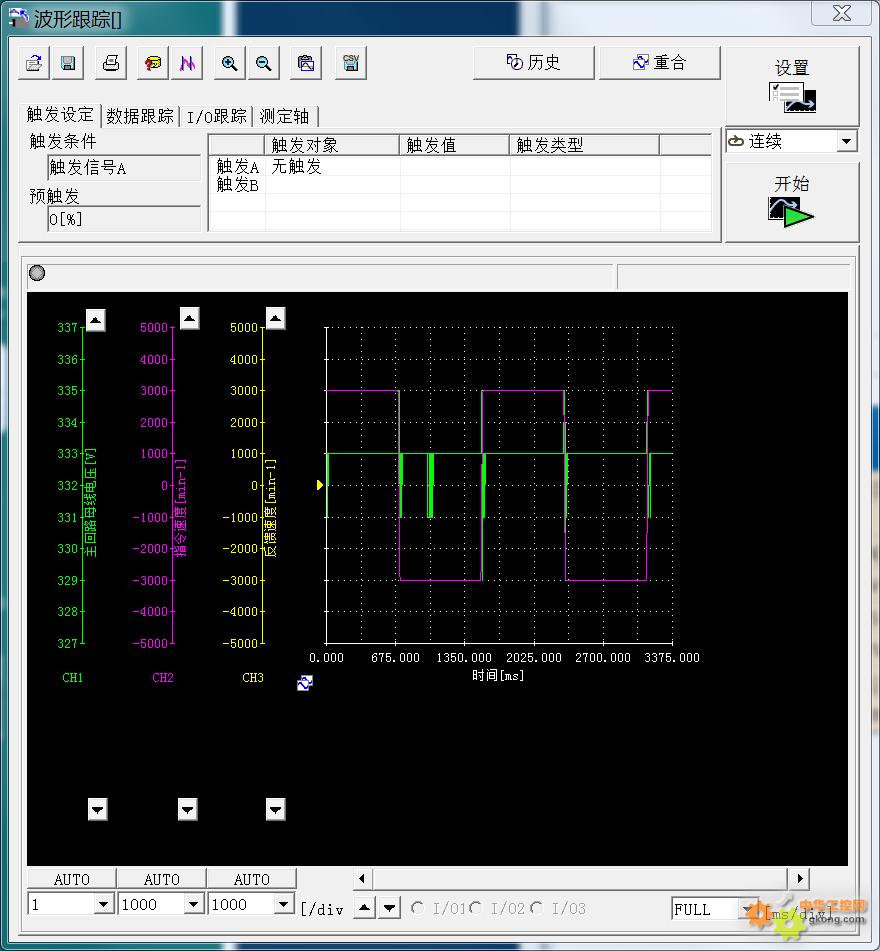
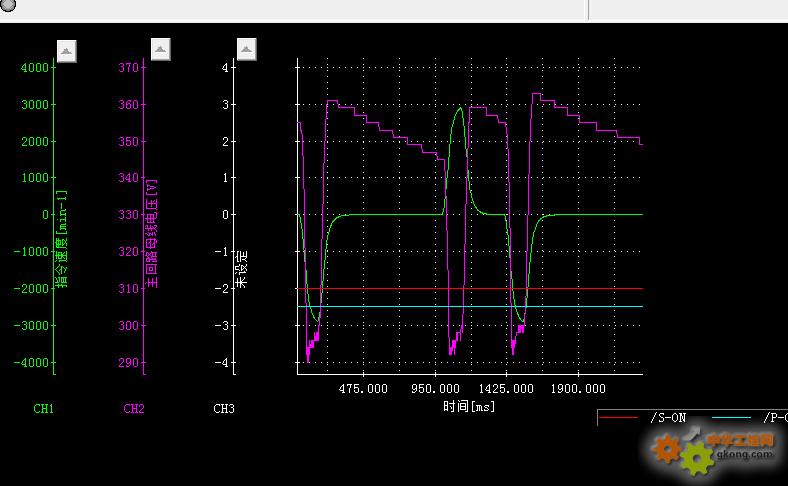
下图为速度给定最快,也就是3000转时候的波形图
可以看到,最快速度解决3000了,母线电压在反转回来的时候达到最高值,360V+(这个是把加减速时间延长了的,如果缩短,电压会更高,以至于A930-A320停机)
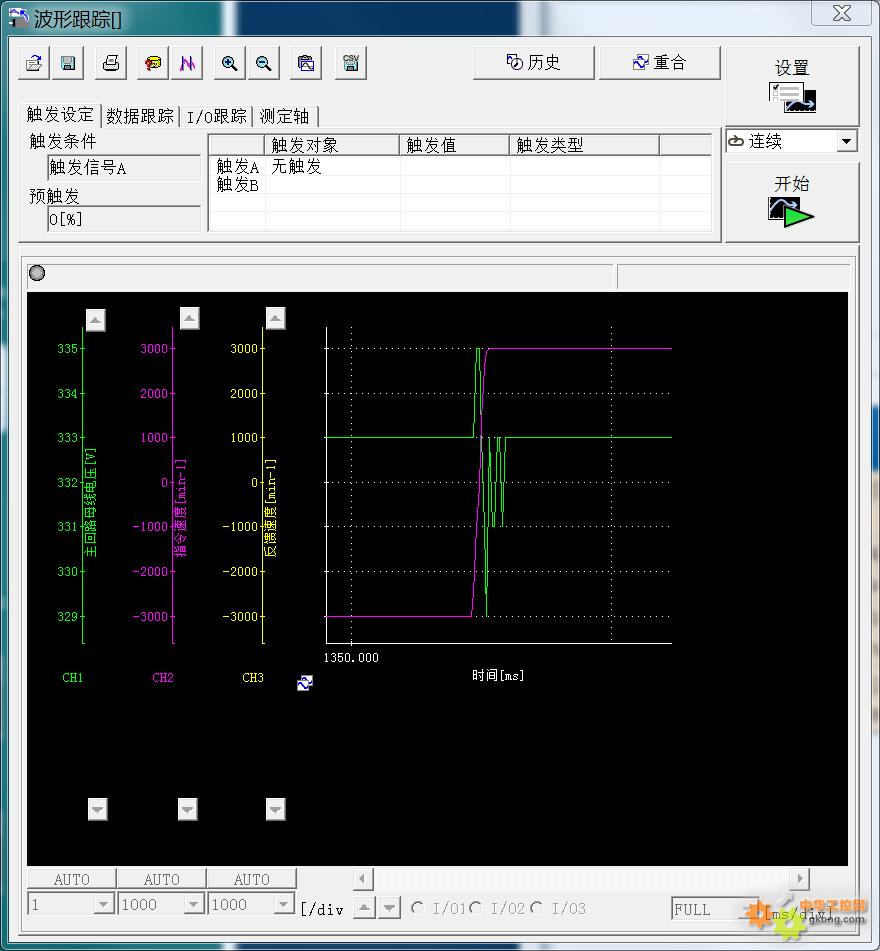
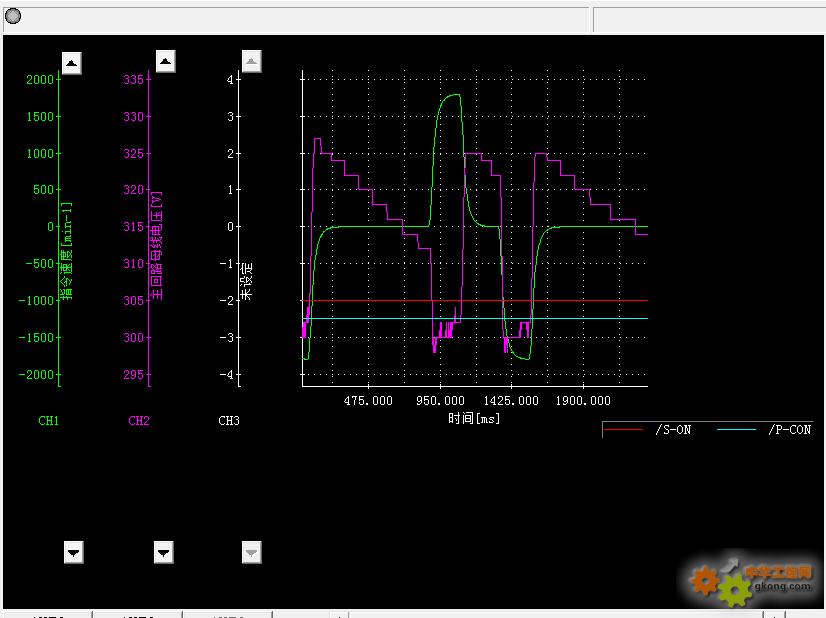
![附件 原始.jpg]() 下图是把上位机速度限制在1800左右,可以看到母线电压再反转回来的时候最高不超过330V,对比360V还是很有区别的!
下图是把上位机速度限制在1800左右,可以看到母线电压再反转回来的时候最高不超过330V,对比360V还是很有区别的!
![附件 改.jpg]() ~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
分析原因,设备机械更改了机械参数(伺服驱动根据参数设置的电子齿轮,定位没问题),PLC程序速度给定未改,机械5:1改成了3:1,但是速度快了不少,再生电阻吸收不完全,母线电压过高报警停机。
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~理论分析~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
在看看硬件参数:
减速机3:1,丝杆螺距20mm,伺服电机额定3000转/分(50转/秒)。
算下来最快速度是:50转*20.00mm *1/3=333.333mm/s,电子齿轮精度是0.001mm
PLC最快给定是333.333*1000=333,333.00
PLC原始速度系数是&167,触摸屏设置范围是1000~3000,正常设备使用的是2000,2000*167=334.000mm/s
334.000 和 333.333刚刚基本一样,伺服也没有报过载,我忽略了。
后续,PLC速度给定系数改成333333/3000=111.111,我改成了110,触摸屏设置成正常的2000,实际转速算下来差不多是1980左右。(后续波形图也反应出来了)。
后续也告知客户(设备厂家),如果还想要更快的速度,可以加额外的电阻试试,但是这个速度已经跟得上节拍了,就此作罢。
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
下图是正常设备的图,可以看到母线电压也差不多也是在335V左右,对应的速度给定1800转左右。
可以看到,最快速度解决3000了,母线电压在反转回来的时候达到最高值,360V+(这个是把加减速时间延长了的,如果缩短,电压会更高,以至于A930-A320停机)
分析原因,设备机械更改了机械参数(伺服驱动根据参数设置的电子齿轮,定位没问题),PLC程序速度给定未改,机械5:1改成了3:1,但是速度快了不少,再生电阻吸收不完全,母线电压过高报警停机。
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~理论分析~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
在看看硬件参数:
减速机3:1,丝杆螺距20mm,伺服电机额定3000转/分(50转/秒)。
算下来最快速度是:50转*20.00mm *1/3=333.333mm/s,电子齿轮精度是0.001mm
PLC最快给定是333.333*1000=333,333.00
PLC原始速度系数是&167,触摸屏设置范围是1000~3000,正常设备使用的是2000,2000*167=334.000mm/s
334.000 和 333.333刚刚基本一样,伺服也没有报过载,我忽略了。
后续,PLC速度给定系数改成333333/3000=111.111,我改成了110,触摸屏设置成正常的2000,实际转速算下来差不多是1980左右。(后续波形图也反应出来了)。
后续也告知客户(设备厂家),如果还想要更快的速度,可以加额外的电阻试试,但是这个速度已经跟得上节拍了,就此作罢。
21-03-01 20:43
再补充一楼,正常设备变压器是AC235V,这台异常设备刚开始是AC240V(伺服手册上限值),我改了变压器抽头后是AC225V。
所有改了给定速度以后,母线电压有点差异。
所有改了给定速度以后,母线电压有点差异。
21-03-01 20:50