
20-04-09 10:38
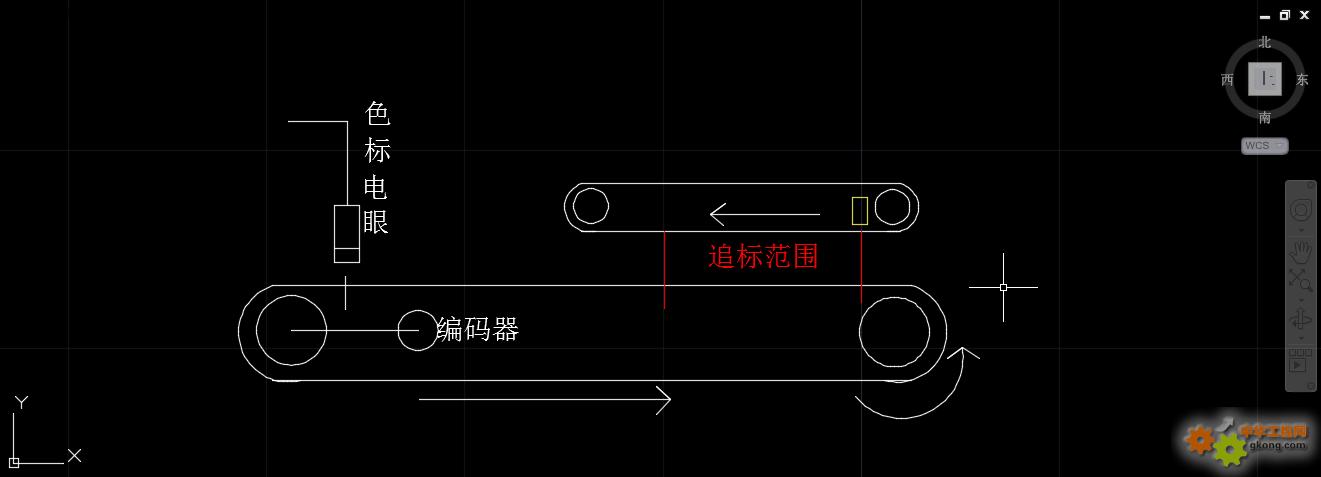
在精度要求不高的场合,你的想法是没问题的。但是大部分场合的追剪,追焊,追切,追贴等等,对精度有要求的,都是采用的同步控制。在这种控制方法里面有几个难点:
1、时间延时(编码器采集的延时,伺服追启动的延时,色标检测延时,甚至程序扫描周期)
2、速度波动(线速度的波动,编码器采集的速度波动)
3、启动追的过程中,速差,产生的位置差。
这上面几个问题,你自己做算法很难搞定的。
而在运动控制中,以三菱为例,1、时间延迟是可以设置时间补偿的,2、同步控制可以解决速度波动,3、离合器可以解决追赶时的位置差。
如果设备还要做的完美点,那么还有一个重要的设备性能参数-最小可同步距离(追剪就是最小可裁切产品长度),这个需要你根据实际线速度,同步距离,返回速度,甚至返回的加减速时间,做算法来计算的。
1、时间延时(编码器采集的延时,伺服追启动的延时,色标检测延时,甚至程序扫描周期)
2、速度波动(线速度的波动,编码器采集的速度波动)
3、启动追的过程中,速差,产生的位置差。
这上面几个问题,你自己做算法很难搞定的。
而在运动控制中,以三菱为例,1、时间延迟是可以设置时间补偿的,2、同步控制可以解决速度波动,3、离合器可以解决追赶时的位置差。
如果设备还要做的完美点,那么还有一个重要的设备性能参数-最小可同步距离(追剪就是最小可裁切产品长度),这个需要你根据实际线速度,同步距离,返回速度,甚至返回的加减速时间,做算法来计算的。
20-04-09 13:06
请教一下同步控制是一个怎样的控制方式?在一些手册里面还说到利用相位差来控制从站的跟踪,这个也是我不明白的地方,如果只有主轴安装了编码器的话那么就只有一个相位了,从轴的相位就无法得知了
20-04-09 14:53
两个伺服用我说的这个方法吗?但是用伺服和变频不是一样吗,都是做送料动作而已,是因为伺服的转速稳定精度高吗。以前见过别人的枕式包装机就用了两个变频就可以定长切了,我觉得他们的算法可能跟我这个差不多
20-04-09 15:43

引用 51477工控迷 在 2020/4/9 14:53:01 发言【内容省略】
严格的同步都是用运动控制器或者运动模块走总线来实现的,伺服驱动器跟普通的都不一样,视频中三菱的9轴同步在展会上问了一下,记得伺服驱动器与控制器是走光纤的。
20-04-09 15:53
