登录
首页
PLC论坛
西门子SIEMENS
回帖
发帖
正文
主题:顺序功能梯形图的梯形图疑问
点击:1693 回复:11
楼主
编辑
引用
管理
rdc_rgyzq
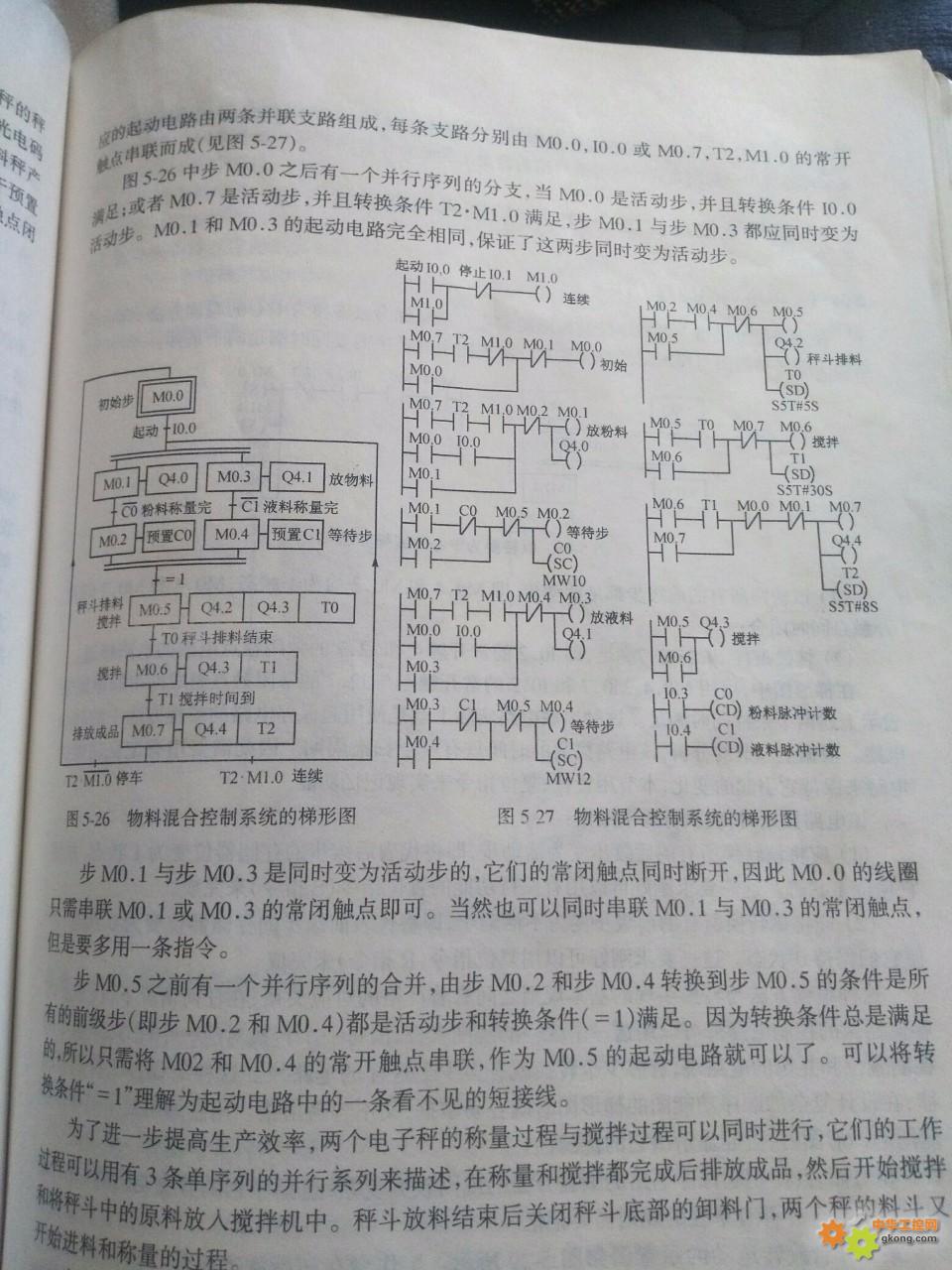
廖老师你好,我是初学爱好者,plc菜鸟,我在你这本书中看到这个,物料混合控制系统梯形图,照抄照搬下来,将它下装到仿真中,仿真并没有实现,不知道是不是初始步应该变成活动部原因,或者该怎样写程序,加到梯形图中,不得要领,急切盼望廖老师百忙中给指点,谢谢,急等!!!另外按照顺序功能图写出的梯形图怎样在仿真下实现,仅仅靠经验法编写梯形图太费劲而且效率不高,按顺序功能图编写梯形图又不能实现仿真,有什么技巧,谢谢。
18-12-15 14:45
1楼
编辑
引用
管理
hwjtxf
你这个可以发在《廖常初:跟我动手学S7-1200/1500》里面会更好些!
18-12-17 10:09
2楼
编辑
引用
管理
rdc_rgyzq
那我再试试
18-12-17 11:39
3楼
编辑
引用
管理
高雅的雅
你真正想学习的话,最好还是跟随做自动化设备的工程师手下学习,单纯看这些资料用处不大:甚至个别资料都是错的,纯粹为了骗钱
18-12-18 14:47
4楼
编辑
引用
管理
bnnyygy
同意楼上的,他们的资料都是抄手册的,还有抄错的。
学了不用会忘记,跟着大神搞设备,实际整才能进步。
18-12-18 14:54
5楼
编辑
引用
管理
gk_0
有些功能仿真不能执行的
18-12-18 15:27
6楼
编辑
引用
管理
liuxd6909
三菱的仿真并不是很难,但并不是所有功能都能仿真出来是肯定 的
18-12-19 00:06
7楼
编辑
引用
管理
石头pRRjofkA
首先用梯形图调用sFc功能块才能进入流程
18-12-19 06:51
8楼
编辑
引用
管理
hwjtxf
书本的知识不一定都经过实践的检验。真正动手去做去实现才能懂得其中的道理!
18-12-19 08:57
9楼
编辑
引用
管理
xlian
提供一个思路,用两个字节或者字来做状态转换,一个是当前状态,一个是下次状态,在不需要分支的情况下两个字节可以做到256步(0-255);
我思考过实现顺序功能的指令(200/smart200)用专用的S区(步号)
SCR S##.# 步开始,SCRT S##.#步转移,SCRE 步结束;
我对步进指令进行过分析,以下是我个人理解,一家之言
PLC专门用一个区来表示步号,西门子(200/smart200)用S0.0-S31.7共256个步号,应该还有个区用来存储步的激活状态当然这个步状态我们是看不到的;下面说说步进指令的实现方法
SCR S##.#:步开始指令,首先将S##.#步号写入当前活动步寄存器中(当然西门子这个寄存器我们是看不到,三菱的PLC有这个寄存器),然后检测步号S##.#是否为ON,再检测存储的当前步状态,如果两者都为ON的话,则执行SCR ##.#到SCRE之间的程序
SCRT S##.#指令,如果SCRT S##.#的步状态为ON,则将S##.#置ON,同时读取当前活动步号,将这个活动的步号置OFF,如此完成步状态转移
SCRE 步结束指令,表示一个步结束,
三菱的步状态与西门子有点不同,三棱的指令STL S###(S0-S999),每个步进段没有结束指令,在整个步进程序结束时写上RET指令来结束步进状态,转移是用OUT S###或者SET S###
18-12-19 10:48
上一页
下一页
工控新闻
破局人形机器人制造瓶颈!2025人形机器人先进制造技术论坛在株洲隆重举办
纵行科技正式加入西门子Xcelerator生态,共筑数字化与低碳化新未来
工业智能体玩转产线,到WAIC感受制造业的AI律动
全球工业人工智能联盟卓越中心新址在沪正式启用
优必选推出面向智能制造场景的全尺寸工业人形机器人Walker S2
图尔克从产线到领奖台 | TAS 软件荣膺“年度产品”大奖
海尔与长安汽车战略合作签约——新时达深化与长安汽车合作
魏德米勒:以创新联接加速工业智能化
更多新闻资讯