

思维混乱,造成没有逻辑性。
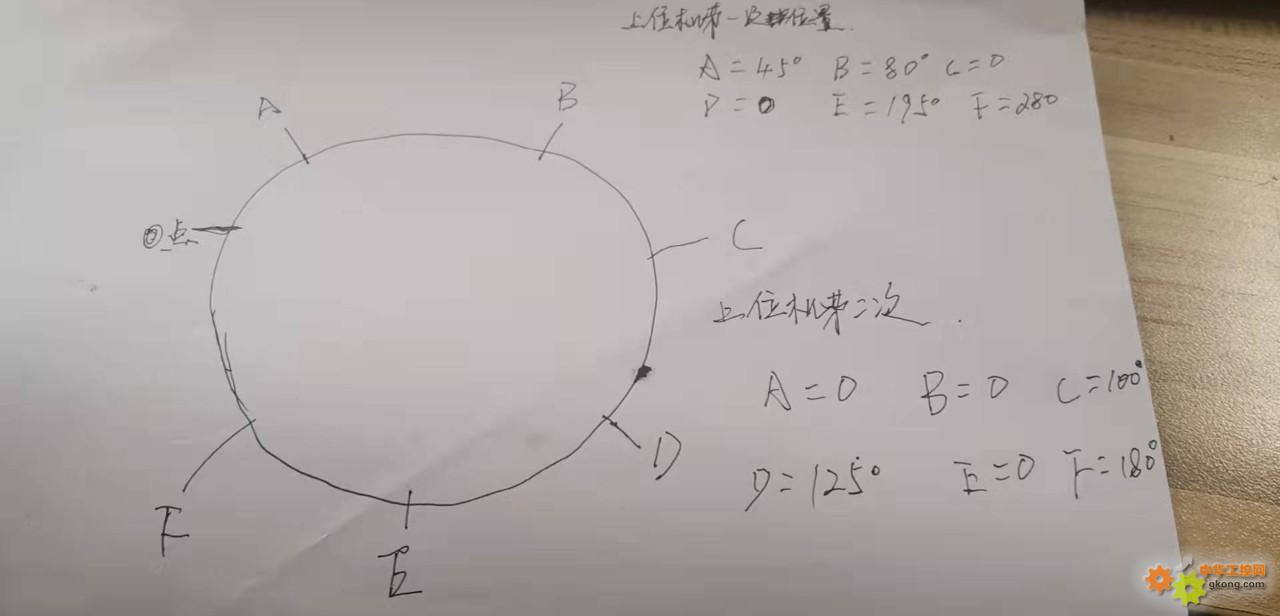
0不是0点?是什么?A=45度以什么为参考点?
你所说的各个角度都是本点做原点?
如果这样很简单,转一周36000脉冲,1度要100脉冲,需要几度就发n*100脉冲好了。
0不是0点?是什么?A=45度以什么为参考点?
你所说的各个角度都是本点做原点?
如果这样很简单,转一周36000脉冲,1度要100脉冲,需要几度就发n*100脉冲好了。
22-01-22 14:31

起始点为0点
正常要打6个孔定6个位置,图上A,B,E不需要打上位机给0。顺时针打循环不需要打一个回一次原点
是用绝对值,问题上位机给圆度数,1度要100脉冲需要给出17个脉冲量地址
正常要打6个孔定6个位置,图上A,B,E不需要打上位机给0。顺时针打循环不需要打一个回一次原点
是用绝对值,问题上位机给圆度数,1度要100脉冲需要给出17个脉冲量地址
22-01-22 16:38
你还是先与领导确定一下A-B-C-D-E-F的位置,是参考0点的固定位置还是随机的位置---注意看F地址,二次不一样.
17个脉冲量地址?咋整的
A,B,E给0作甚,即便给你不理它就是了
假设编码器的0正好是你要的0,电脑给出角度,换算成相应脉冲量就是了
比如,在0点,给出A=45,45*100,下一个(80-45)*100.......
问一句,你用CP1H如何对接绝对编码器?
17个脉冲量地址?咋整的
A,B,E给0作甚,即便给你不理它就是了
假设编码器的0正好是你要的0,电脑给出角度,换算成相应脉冲量就是了
比如,在0点,给出A=45,45*100,下一个(80-45)*100.......
问一句,你用CP1H如何对接绝对编码器?
22-01-22 18:59