
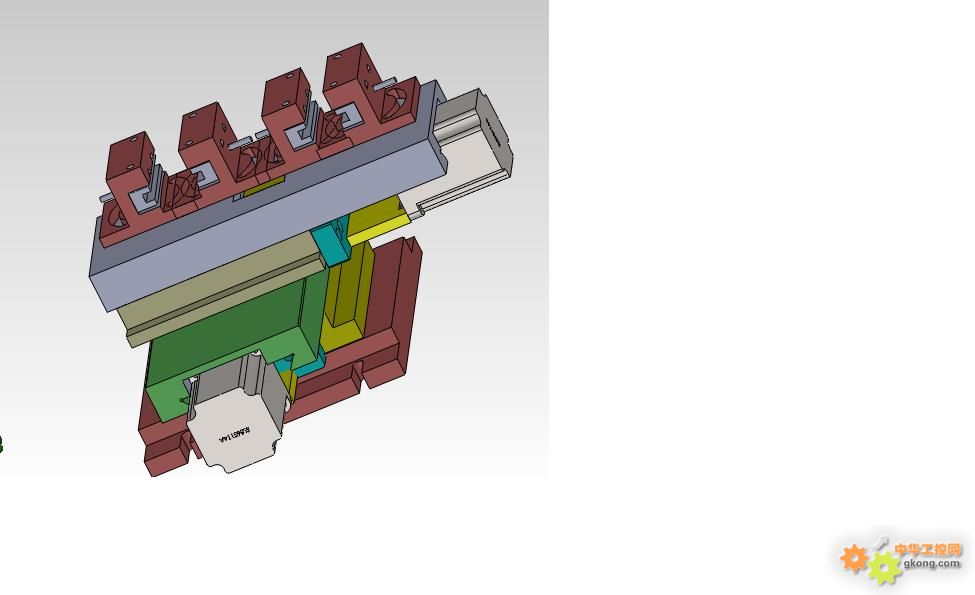
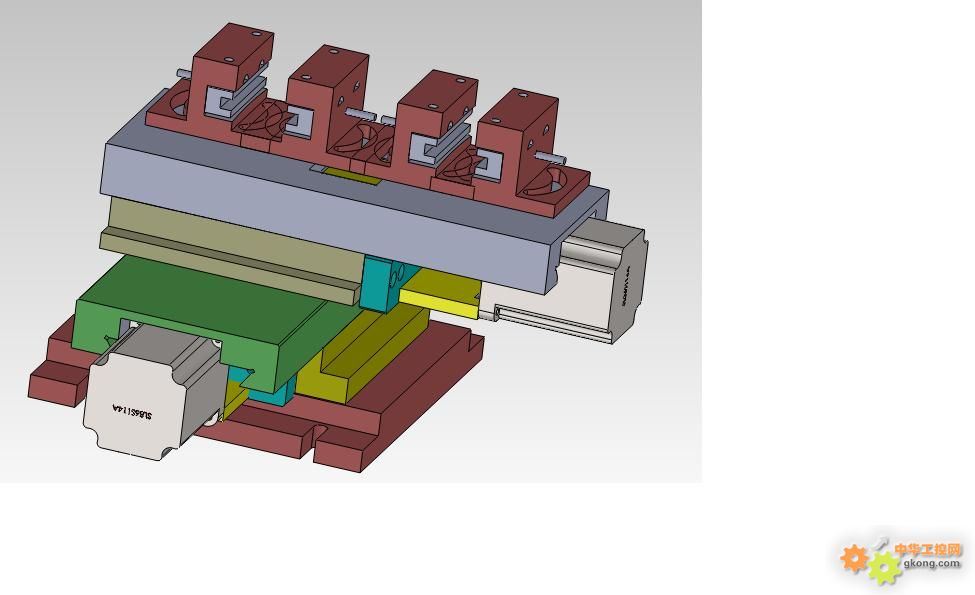
这几天正在设计和改进一种金属切削机床,由以前的液压进给改为步进或者伺服驱动进给。相当于改成NC车床的控制方式。
这种车床如果用NC系统改进,成本上来说将是很高,对客户来说很可能不能接受。因此想用PLC+触摸屏做系统。
开始的设计想法是用一把刀加工出所有的加工位置(台阶式车加工)。但想到编程方面很难达到这个功能,于是采用多把刀加工。也就是每一个工件都由一个独立的刀具加工。其中有挖槽功能及直线插补功能。基本加工顺序为X轴进行到切削线,然后由Z轴前进进行给给切削加工。
但是上述功能只能满足轴向进给加工,但是对于有轴向加工和纵向加工的产品,这在由PLC编程的情况下,切削方式的转换将是非常的困难。这个难点是在于产品的变化及临时性可编程性。
如果能解决这种可随机性编程,这将使NC车床的系统面临一个很大的挑战。不知道各位编程高手没有做过种系统?
欢迎大家就些进行一些可行性的论证。


虽然没接触过车床的改造,具体情况不清楚,但觉得3楼、5楼的说法可信;针对车床改造的简易数控,已经研制使用许多年了。
若是专用加工机床,几套固定的加工方案,或是临时修改程序、参数,用PLC可行;若作为通用加工机床,则加工程序的编制,也是个问题。
当然,由于不清楚具体的技术,我只是泛泛而谈;看楼主的描述,应当是专用加工机床。
最后修改:2011/6/11 21:30:58
11-06-11 21:16
