

楼主 可否这样 左侧送料放到一个D值 右侧送料也放到一个D值 当左右两个D 都大于1 则启动冲头。 冲头启动一次,把左右两个D都减一。只要有一个D为零 ,则 暂停 机器运转。
注意是暂停,系统进入等待模式。知道再次满足 启动冲头条件。
注意是暂停,系统进入等待模式。知道再次满足 启动冲头条件。
11-05-14 09:16

你这个跟我前几天做的一个设备控制板很相似;
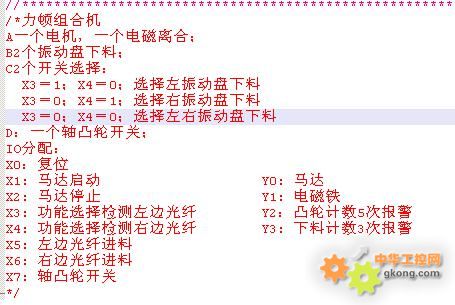
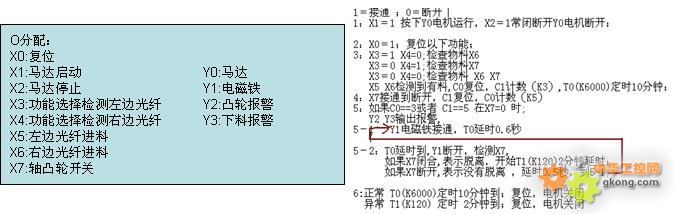
![附件]() 1:X1=1 按下Y0电机运行,打开10分钟定时器T2(K6000);
1:X1=1 按下Y0电机运行,打开10分钟定时器T2(K6000);
X2=1常闭断开Y0电机断开;
2:X0=1;复位以下功能;
3:X3=1 X4=0;检查物料X6
X3=0 X4=1;检查物料X7
X3=0 X4=0;检查物料 X6 X7
X5:检测到有料:C0复位, C1计数(K3),复位T2(K6000)定时10分钟;
X6:检测到有料:C0复位,C2计数(K3),复位T2(K6000)定时10分钟;
4:X7凸轮开关接通到断开,C0计数(K5),
复位C1、C2,
复位T2(K6000)定时10分钟;
5:如果C0==3或者 C1==5 、C2==5;表示下料或者凸轮开关出现异常,报警;
M0=1;表示凸轮异常报警,M1=0:表示下料异常;
A:Y2 Y3输出报警,T3(K120) 定时 2分钟到;
B:Y1电磁铁接通,T0延时0.6秒
|
<----------------------<------
C:T0延时到,Y1电磁铁断开,检测X7=1, |
判断M0=1凸轮异常,退出检测; |
判断M0=0下料异常,如果X7断开电磁铁没有脱离, |
开始T1(K15)1.5延时;后执行B--------> -|
判断M0=0下料异常,如果X7接通电磁铁脱离,
等待操作者处理故障;
6:正常运行 T2(K6000)定时10分钟到;表示无操作,电机关闭
异常 T3(K120) 定时 2分钟到;无人操作,电机关闭
X2=1常闭断开Y0电机断开;
2:X0=1;复位以下功能;
3:X3=1 X4=0;检查物料X6
X3=0 X4=1;检查物料X7
X3=0 X4=0;检查物料 X6 X7
X5:检测到有料:C0复位, C1计数(K3),复位T2(K6000)定时10分钟;
X6:检测到有料:C0复位,C2计数(K3),复位T2(K6000)定时10分钟;
4:X7凸轮开关接通到断开,C0计数(K5),
复位C1、C2,
复位T2(K6000)定时10分钟;
5:如果C0==3或者 C1==5 、C2==5;表示下料或者凸轮开关出现异常,报警;
M0=1;表示凸轮异常报警,M1=0:表示下料异常;
A:Y2 Y3输出报警,T3(K120) 定时 2分钟到;
B:Y1电磁铁接通,T0延时0.6秒
|
<----------------------<------
C:T0延时到,Y1电磁铁断开,检测X7=1, |
判断M0=1凸轮异常,退出检测; |
判断M0=0下料异常,如果X7断开电磁铁没有脱离, |
开始T1(K15)1.5延时;后执行B--------> -|
判断M0=0下料异常,如果X7接通电磁铁脱离,
等待操作者处理故障;
6:正常运行 T2(K6000)定时10分钟到;表示无操作,电机关闭
异常 T3(K120) 定时 2分钟到;无人操作,电机关闭
11-05-14 10:23
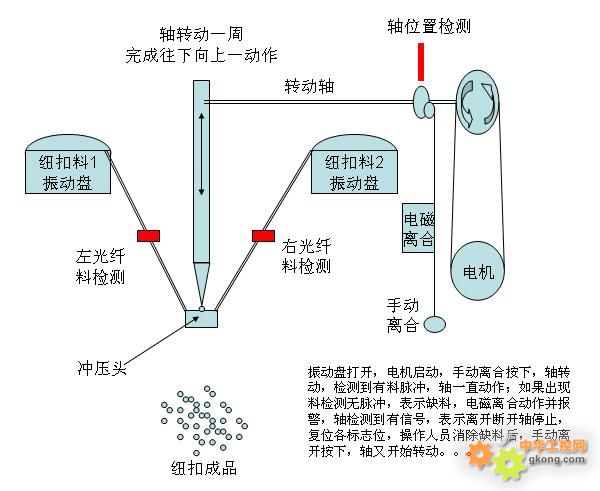
今天问了一下,我做的这个是深圳福永一家纽扣厂的纽扣组合冲压设备;
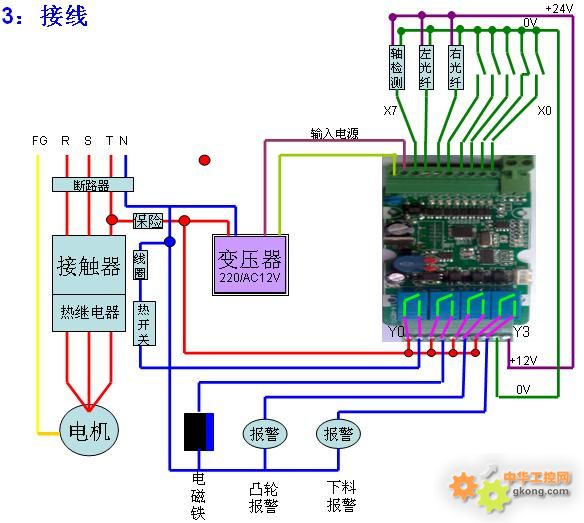
你好,原来这个设备是用个模拟电路板控制的;
由于这个是台湾纽扣机,年代较久电路板经常出现问题,维修实用性不高;
厂家考虑用PLC成本高,所以委托我用单片机控制板控制;
所以我没有用PLC控制,是用单片机控制;
![附件]()
![附件]()
![附件]()
你好,原来这个设备是用个模拟电路板控制的;
由于这个是台湾纽扣机,年代较久电路板经常出现问题,维修实用性不高;
厂家考虑用PLC成本高,所以委托我用单片机控制板控制;
所以我没有用PLC控制,是用单片机控制;
最后修改:2011/5/15 0:00:38
11-05-14 18:42
